
Abbreviation (ISO4): Journal of Materials Engineering
Editor in chief: Xiangbao CHEN
Journal of Materials Engineering >
Regional planning of laser scanning path based on overhang structure recognition
Received date: 2022-05-16
Revised date: 2023-06-23
Online published: 2024-03-10
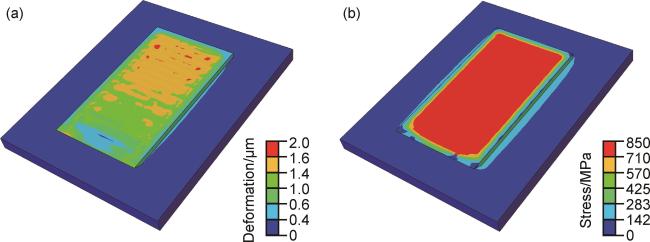
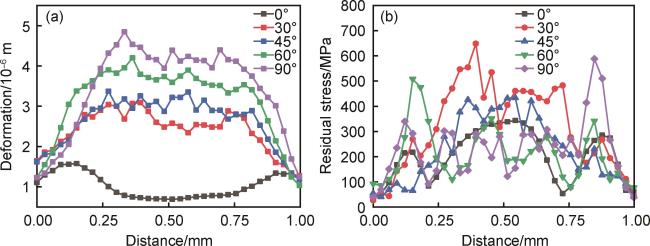
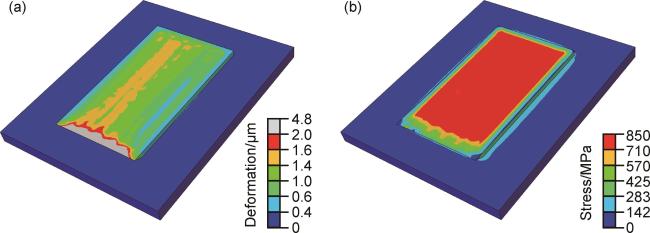
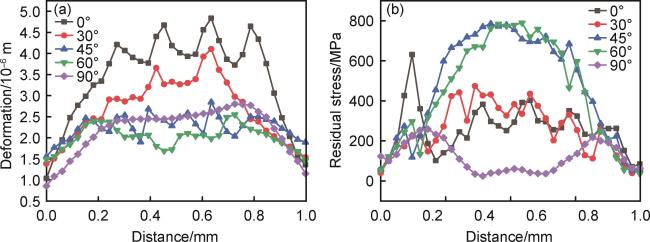
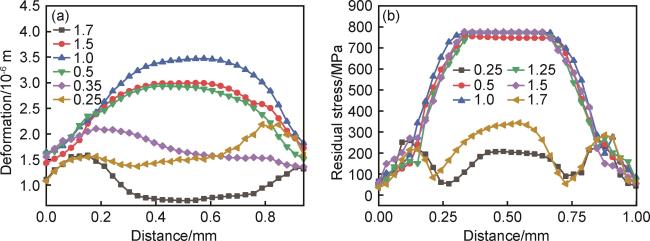
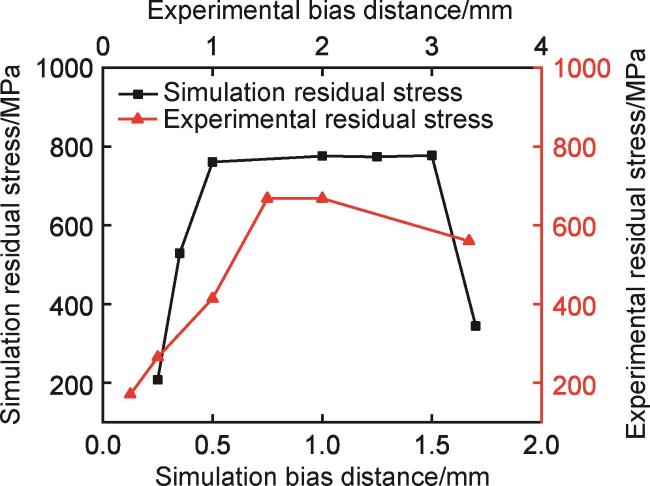
Planning of laser scanning path is the key process strategy of selective laser melting (SLM) additive manufacturing technology. Combining the significant structural characteristics of a three-dimensional model to realize process path planning is an important measure to improve the forming quality of parts. An SLM regional path planning method based on suspension recognition was proposed. By identifying the suspension characteristic region of the three-dimensional model, combined with the contour offset algorithm, the forming region segmentation and scanning path planning are realized. The effects of scanning line angle, interlayer rotation and different offset distance on the forming quality of suspension structure characteristics were studied by means of numerical simulation and process test. The results show that when the overhanging edge is offset by a reasonable distances and the scanning strategy parallel to the overhanging edge is adopted in this area, the deformation and residual stress on the overhanging edge can be reduced by 54% and 73% at most.
Jun LI , Xiaohui HAN , Tingting LIU , Wenhe LIAO , Changdong ZHANG , Changchun ZHANG . Regional planning of laser scanning path based on overhang structure recognition[J]. Journal of Materials Engineering, 2023 , 51(11) : 120 -133 . DOI: 10.11868/j.issn.1001-4381.2022.000383
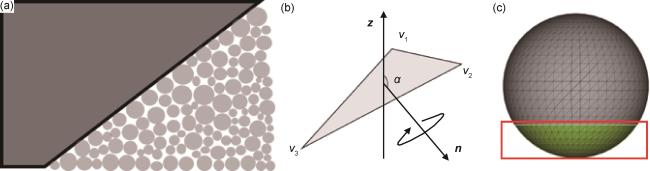
图1 悬垂结构示意图(a)悬垂结构;(b)三角面片判别方法;(c)三维模型悬垂三角面片识别示意图Fig.1 Schematic diagram of overhanging structure (a)overhanging structure;(b)discriminant method of triangular slice;(c)recognition diagram of three dimensional model overhanging triangle |
表1 SLM成形过程仿真参数Table 1 Simulation parameters of SLM forming process |
| Parameter | Value |
|---|---|
| Layer thickness/ | 30 |
| Laser radius/ | 75 |
| Scanning power/W | 165 |
| Scanning interval/ | 87 |
| Scanning speed/(mm·s-1) | 1250 |
| Solidus/K | 1878 |
| Liquidus /K | 1928 |
| Radiation coefficient, ε | 0.3 |
| Stefan Boltzmann constant, σ/( ) | 5.67 × 10-8 |
| Convection coefficient, ( ) | 10 |
| Laser absorption coefficient, A | 0.3 |
| Grid size/mm | 0.03 |
| 1 |
卢秉恒,李涤尘. 增材制造(3D打印)技术发展[J]. 机械制造与自动化, 2013(4): 1-4.
|
| 2 |
张学军,唐思熠,肇恒跃,等. 3D打印技术研究现状和关键技术[J]. 材料工程,2016,44(2):122-128.
|
| 3 |
|
| 4 |
|
| 5 |
|
| 6 |
张佳琪,王敏杰,刘建业,等. 扫描策略对激光选区熔化成型18Ni300马氏体时效钢打印质量和性能的影响[J]. 材料工程,2020,48(10):105-113.
|
| 7 |
陈帅,陶凤和,贾长治,等. 成形角度对选区激光熔化4Cr5MoSiV1钢组织和性能的影响[J]. 材料工程, 2022, 50(3): 122-130.
|
| 8 |
|
| 9 |
何洪苇. 基于SLM的自支撑悬垂结构的工艺约束研究与构型设计[D]. 大连: 大连理工大学, 2019.
|
| 10 |
|
| 11 |
|
| 12 |
|
| 13 |
刘婷婷,张长东,廖文和, 等. 激光选区熔化成形悬垂结构熔池行为试验分析[J]. 中国激光, 2016, 43(12): 76-82.
|
| 14 |
|
| 15 |
|
| 16 |
段声勤,刘婷婷,廖文和, 等. 悬垂圆孔激光选区熔化成形质量研究[J]. 中国激光, 2018, 45(4): 190-198.
|
| 17 |
王朋. 金属3D打印悬垂结构和高效成形工艺试验研究[D]. 北京: 北京工商大学, 2019.
|
| 18 |
陈宾宾,姜献峰,董星涛, 等. 选区激光熔化水平悬垂面成形质量影响因素分析[J]. 应用激光, 2021, 41(4): 738-744.
|
| 19 |
|
| 20 |
赵安安,王洲涛,汪俊. 基于飞机壁板特征的扫描路径生成方法研究[J]. 南京航空航天大学学报, 2021, 53(3): 344-349.
|
| 21 |
邓洋洋,李维诗.薄壁件选择性激光熔融的分区扫描路径规划[J].图学学报,2022,43(1):149-155.
|
| 22 |
杨光,李雨航,周思雨,等. 基于特征区域的激光增材分区扫描热力耦合研究[J]. 中国激光, 2021, 48(10): 149-159.
|
| 23 |
徐仁俊. 基于选择性激光熔化技术的有限元分析和扫描路径优化[D].重庆:重庆大学, 2016.
|
| 24 |
卞宏友,左士刚,曲伸,等. 激光沉积成形分区环形扫描路径生成算法[J]. 激光与光电子学进展. 2019, 56(2): 163-169.
|
| 25 |
|
| 26 |
|
| 27 |
史建军. 悬垂结构激光内送粉熔覆成形工艺及机理研究[D]. 苏州:苏州大学, 2018.
|
| 28 |
|
| 29 |
|
| 30 |
|
| 31 |
|
| 32 |
|
| 33 |
杨鑫,王犇,谷文萍,等. 金属激光3D打印过程数值模拟应用及研究现状[J]. 材料工程, 2021, 49(4):52-62.
|
| 34 |
|
| 35 |
|
| 36 |
|
| 37 |
|
| 38 |
|
| 39 |
|
| 40 |
|
| 41 |
|
| 42 |
|
| 43 |
|
| 44 |
|
| 45 |
|
| 46 |
|
| 47 |
|
| 48 |
ALI H,
|
| 49 |
|
| 50 |
|
| 51 |
宋剑锋, 宋有年, 王文武, 等. 金属粉末选区激光熔化成形表面粗糙度预测及控制方法研究[J]. 中国激光, 2022, 49(2): 0202008.
|
/
| 〈 |
|
〉 |











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}