
Abbreviation (ISO4): Journal of Materials Engineering
Editor in chief: Xiangbao CHEN
Journal of Materials Engineering >
Effect of solid solution temperature on microstructure and properties of 2050 Al-Li alloy extruded bars
Received date: 2022-08-29
Revised date: 2023-05-16
Online published: 2024-03-10
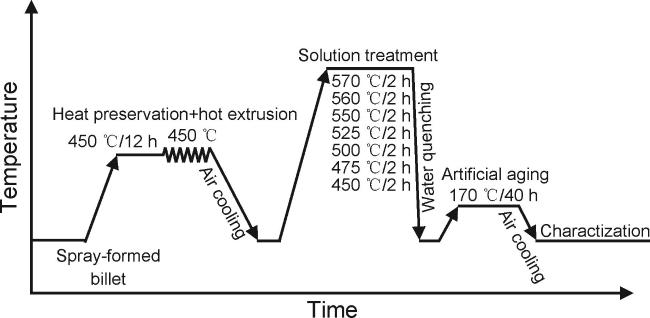
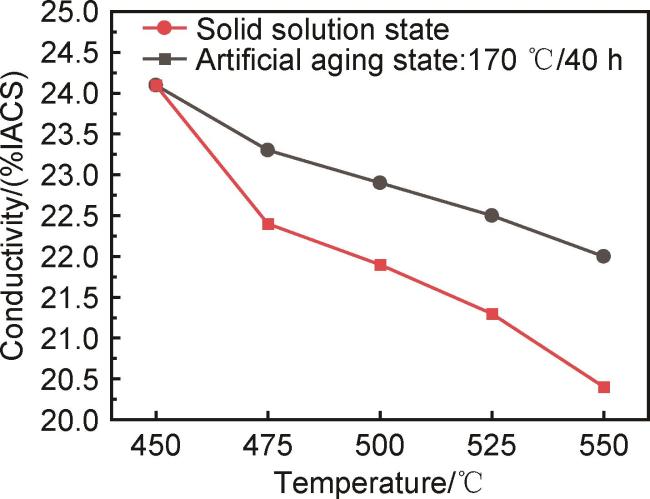
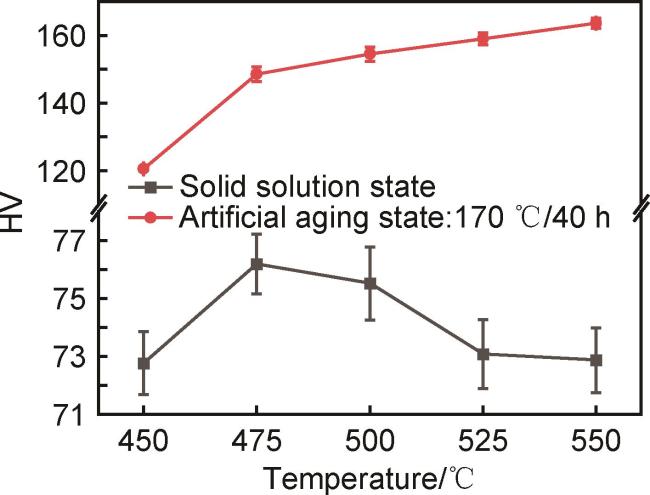
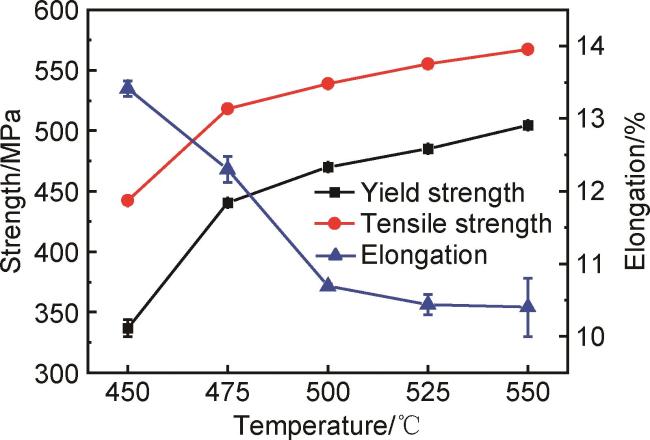
Under certain solid solution time conditions, the solid solution temperature determines the degree of supersaturation and recrystallisation of the matrix after quenching, and is an important factor in enhancing the performance of the material after aging treatment. Through the solid solution heat treatment of 2050 Al-Li alloy extruded bar at different temperatures for 2 h and artificial aging treatment at 170 ℃ for 40 h, combined with a variety of property testing methods and microstructure observation methods, the effect of solid solution temperature on the microstructure and properties of 2050 Al-Li alloy extruded bar was studied. The results show that the residual phase is continuously redissolved with the increase of the solid solution temperature, and the residual phase is mainly iron-containing phase when the solid solution temperature is 525 ℃.The slight overheating structure appears in the bar when the solid solution temperature is 550 ℃, and the serious overheating structure appears in the bar when the solid solution temperature reaches 570 ℃. Local recrystallization occurs when the bar is heated to 500 ℃, and complete recrystallization occurs when the solid solution temperature reaches 570 ℃. When the 2050 Al-Li alloy extruded bars are solution treated at different temperature (450-550 ℃) and aged at 170 ℃ for 40 h, the number of θ′ and T1 phases increases with the increase of solid solution temperature, and the strength increases rapidly and then slowly,when the solution treatment temperature is 550 °C, the yield strength and tensile strength of extruded rods are the highest, which are 505 MPa and 567 MPa, respectively; the elongation decreases rapidly at first and then remains stable with the increase of solid solution temperature, decreasing from 13.4% at 450 ℃ to 10.7%-10.4% at 500-550 ℃.
Qingfeng ZHU , Hao WANG , Yang GAO , Yifei LIN , Yubo ZUO . Effect of solid solution temperature on microstructure and properties of 2050 Al-Li alloy extruded bars[J]. Journal of Materials Engineering, 2023 , 51(11) : 71 -78 . DOI: 10.11868/j.issn.1001-4381.2022.000803
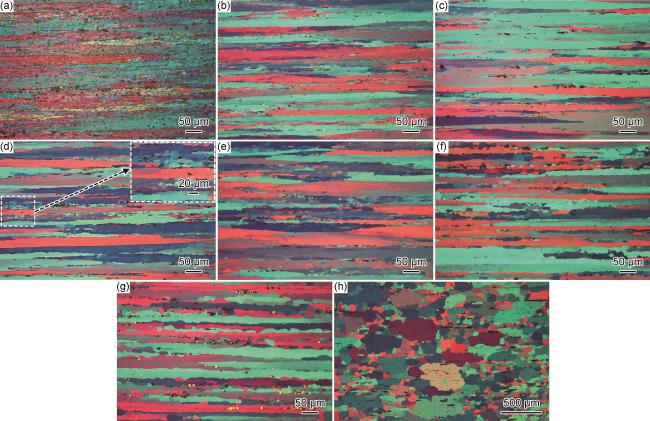
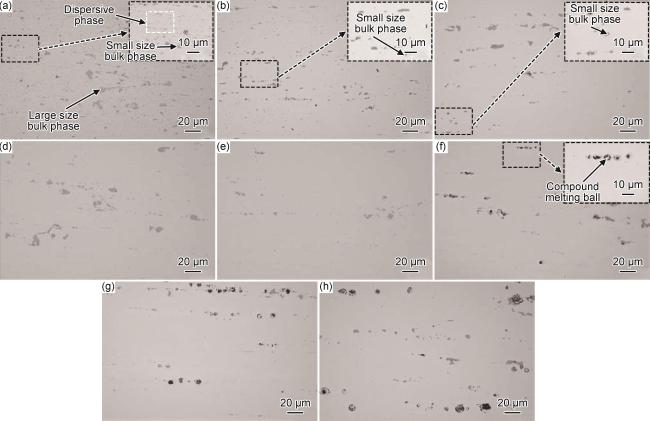
图3 不同固溶温度下2050合金挤压棒材偏光下的微观组织(a)挤压态;(b)450 ℃;(c)475 ℃;(d)500 ℃;(e)525 ℃;(f)550 ℃;(g)560 ℃;(h)570 ℃ Fig.3 Microstructures of 2050 alloy extruded bars with different solid solution temperatures under polarized light (a)as-extruded;(b)450 ℃;(c)475 ℃;(d)500 ℃;(e)525 ℃;(f)550 ℃;(g)560 ℃;(h)570 ℃ |
图5 525 ℃固溶淬火后2050合金挤压棒材SEM图Fig.5 SEM image of 2050 alloy extruded bars after solid solution treatment at 525 ℃ |
表2 图5中残余相的能谱分析结果Table 2 EDS analysis results of residual phases in fig.5 |
| Element | Position A | Position B | ||
|---|---|---|---|---|
| Mass fraction/% | Atom fraction/% | Mass fraction/% | Atom fraction/% | |
| Al | 70.03 | 83.30 | 58.67 | 76.49 |
| Cu | 8.18 | 4.44 | 33.22 | 18.39 |
| Fe | 12.99 | 7.47 | 8.11 | 5.12 |
| Mn | 8.80 | 4.79 | 0.00 | 0.00 |
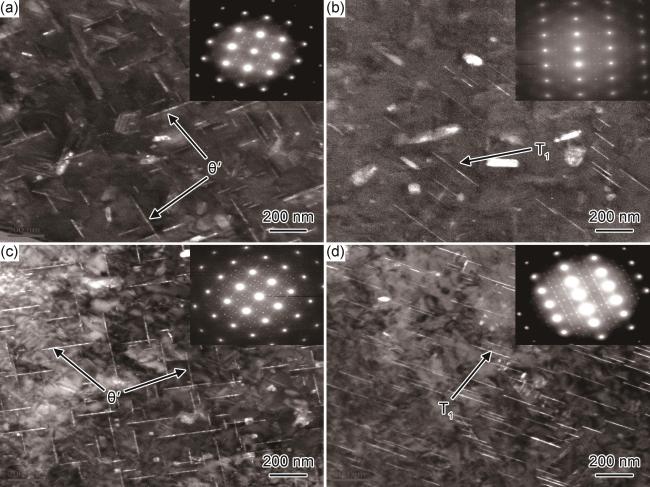
图6 不同固溶温度下2050合金挤压棒材沿不同晶带轴的TEM暗场像(a)500 ℃/〈001〉Al;(b)500 ℃/〈112〉Al;(c)550 ℃/〈001〉Al;(d)550 ℃/〈112〉Al (a)500 ℃/〈001〉Al;(b)500 ℃/〈112〉Al;(c)550 ℃/〈001〉Al;(d)550 ℃/〈112〉Al Fig.6 TEM dark field images of 2050 alloy extruded bars along different zone axis with different solid solution temperatures |
| 1 |
|
| 2 |
|
| 3 |
|
| 4 |
|
| 5 |
|
| 6 |
|
| 7 |
|
| 8 |
|
| 9 |
|
| 10 |
|
| 11 |
|
| 12 |
|
| 13 |
|
| 14 |
|
| 15 |
|
| 16 |
|
| 17 |
|
| 18 |
|
| 19 |
|
| 20 |
|
| 21 |
|
| 22 |
|
| 23 |
冯朝辉,钟立伟,高文理,等. 时效制度对2050铝锂合金力学性能及断裂行为的影响[J]. 金属热处理,2019,44(9):108-112.
|
| 24 |
吴秀亮,袁志山,谢优华,等. 固溶对Al-Cu-Li-X合金组织和性能的影响[J]. 航空材料学报,2009,29(3):1-6.
|
| 25 |
李华冠,陶杰,孙中刚,等. 固溶处理对新型铝锂合金组织和性能的影响[J]. 金属热处理,2013,38(3):74-76.
|
| 26 |
王华,尹登峰,余鑫祥,等. 固溶处理对Al-Li-Cu-Mg-Ag-Zr合金组织与性能的影响[J]. 矿冶工程,2011,31(6):98-102.
|
| 27 |
任鹏,高文理,朱聪聪,等. 固溶处理对2A66铝锂合金力学性能和晶间腐蚀性能的影响[J].热加工工艺,2019,48(24):136-140.
|
| 28 |
乔勇,冯朝辉,柴丽华,等. 固溶处理对新型铝锂合金X2A66组织和性能的影响[J]. 热加工工艺,2017,46(2):208-211.
|
| 29 |
|
| 30 |
|
| 31 |
张茁,陈康华. 固溶处理对Al-Zn-Mg-Cu铝合金电导率的影响[J]. 粉末冶金材料科学与工程,2004,9(1):79-83.
|
| 32 |
|
| 33 |
|
| 34 |
|
| 35 |
|
| 36 |
|
/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}