
Abbreviation (ISO4): Journal of Materials Engineering
Editor in chief: Xiangbao CHEN
Journal of Materials Engineering >
Life cycle wear mechanism of GF/PTFE self-lubricating composite
Received date: 2022-01-04
Revised date: 2023-07-14
Online published: 2024-03-10
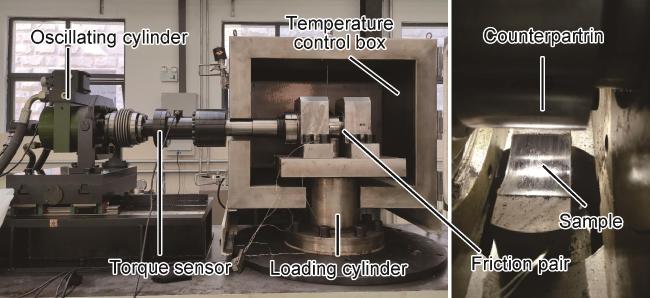
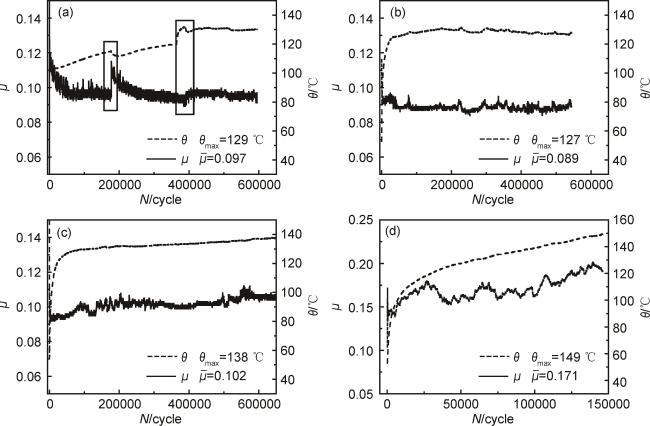
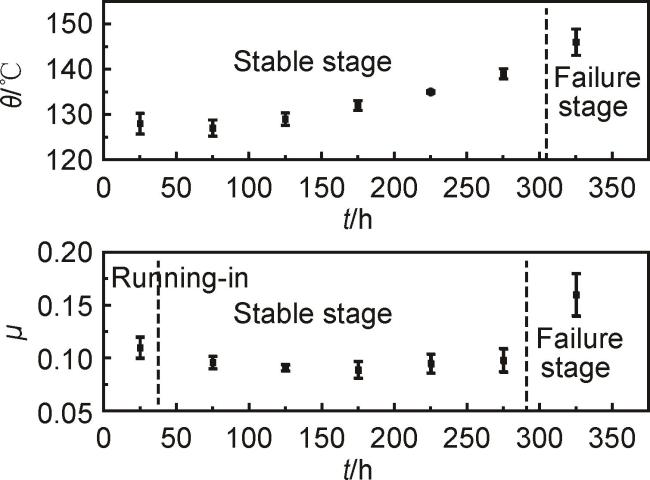
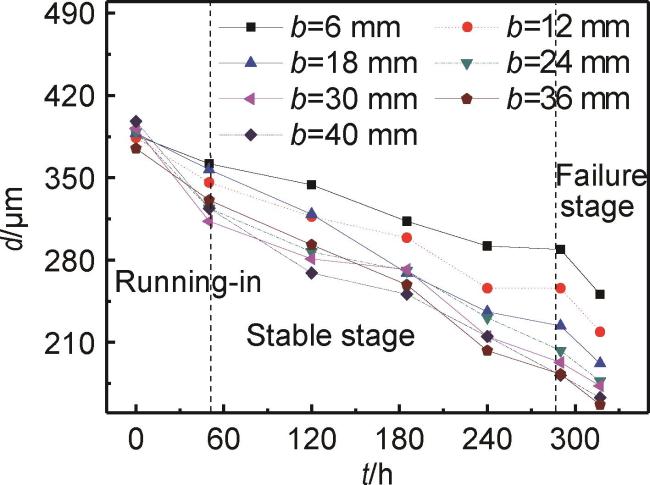
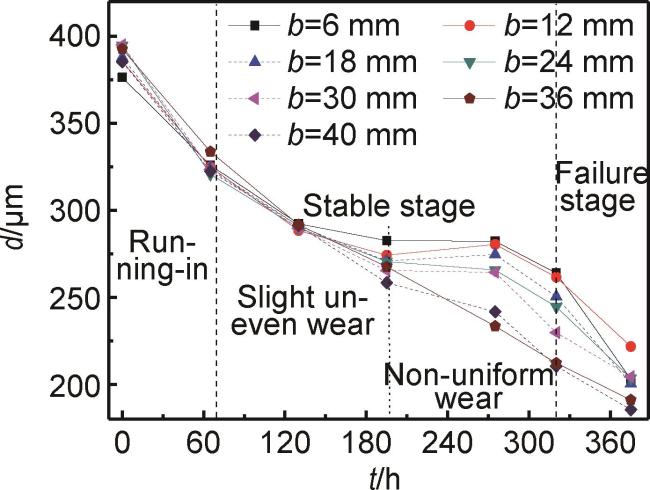
The glass fiber fabric reinforced polytetrafluoroethylene (GF/PTFE) self-lubricating composite was investigated by using a high frequency and high load oscillating friction and wear tester MYB-500 to carry on a whole life wear test. The self-lubricating performance and damage characteristics were studied, and the wear debris and wear surface were analyzed by microscopic detection method to discuss the key factors affecting the self-lubricating stability and service life of material. Results show that the life cycle of GF/PTFE self-lubricating composite exhibits an obvious stage characteristics, and can be divided into three stages, including running-in, stable stage and failure stage based on the change of friction coefficient and wear depth. Real-time monitoring of friction coefficient and friction temperature can effectively reflect the self-lubricating performance and life stage of the material. The change of wear depth and wear surface analysis show that the wear exhibits notable non-uniformity. According to wear mechanism, the inhomogeneity of the initial thickness of the material has a significant influence on the inconsistency of the damage during the wear process as well as its life. Therefore, by improving the curing process, the stable stage in life cycle can be prolonged and the service life of the material can also be increased.
Key words: self-lubricating; friction coefficient; wear; polytetrafluoroethylene
Jian LIU , Shuaihao PENG , Tiantian HE , Xianjuan PANG , Bao SHANGGUAN , Yongzhen ZHANG . Life cycle wear mechanism of GF/PTFE self-lubricating composite[J]. Journal of Materials Engineering, 2023 , 51(11) : 151 -160 . DOI: 10.11868/j.issn.1001-4381.2021.001264
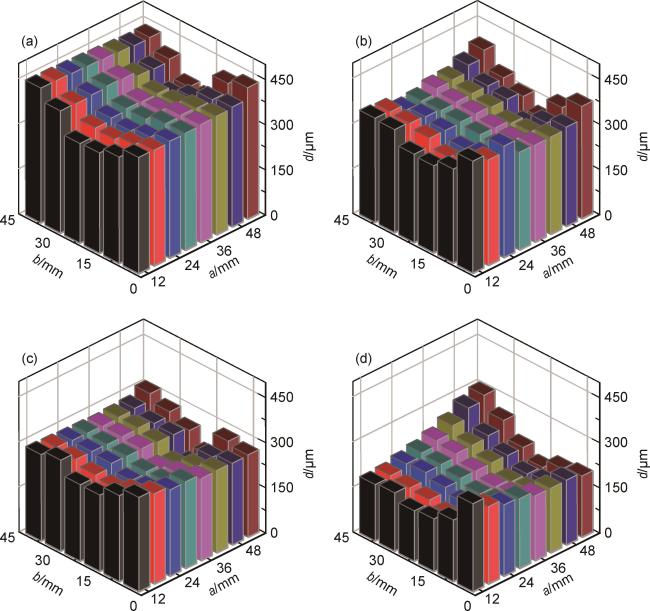
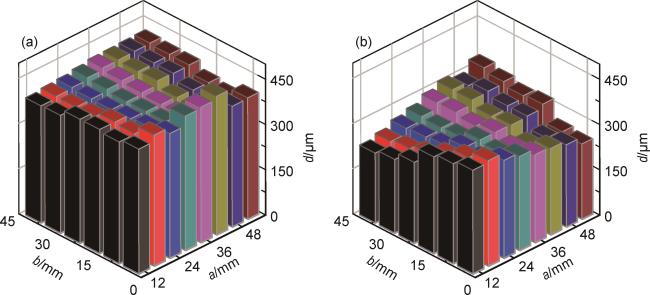
图5 不同磨损时间磨损表面剩余厚度分布 (a)0 h;(b)120 h;(c)230 h;(d)317 hFig.5 Residual thickness distribution of worn surface at different wear time (a)0 h;(b)120 h;(c)230 h;(d)317 h |
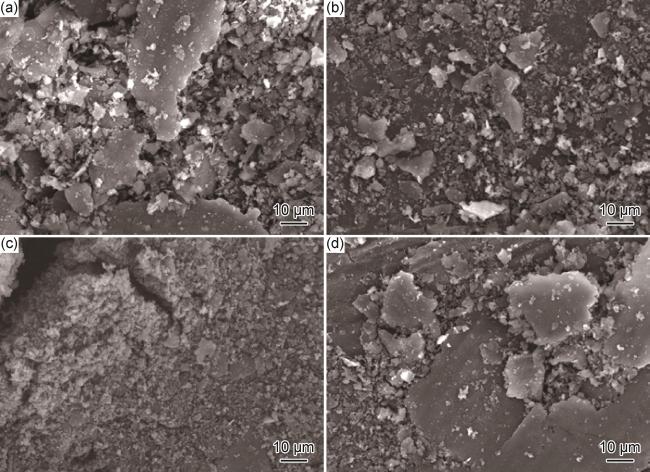
图7 不同磨损时间磨屑特征(a)20 h;(b)120 h;(c)230 h;(d)317 hFig.7 Wear debris characteristics at different wear time(a)20 h;(b)120 h;(c)230 h;(d)317 h |
图9 磨损前后试样表面剩余厚度 (a) 0 h; (b) 375 hFig.9 Residual thickness of sample surface before and after wear (a) 0 h; (b) 375 h |
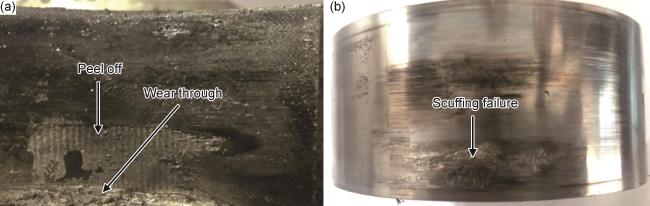
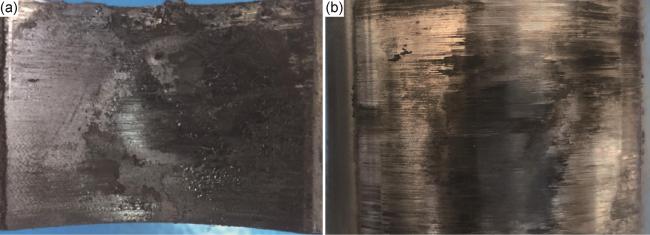
图10 磨损失效后的试样与对偶材料表面 (a)试样;(b)对偶环Fig.10 Surfaces of sample and counterpart ring after wear failure(a)sample;(b)counterpart ring |
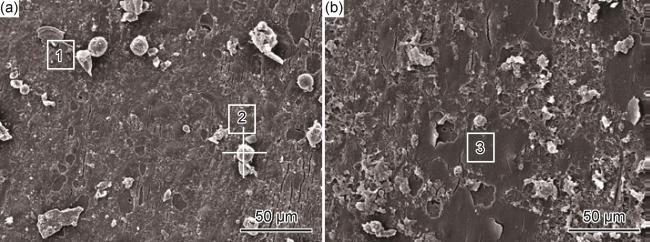
图11 对偶环表面转移膜SEM照片(a)未磨穿区;(b)剥落区Fig.11 SEM morphologies of transfer film of counterpart ring(a)non worn out area;(b)spalling area |
表1 图11中对应位置的EDS分析结果(质量分数/%)Table 1 EDS analysis result corresponding to the positions in fig.11(mass fraction/%) |
| Area | C | Fe | O | Cr | F |
|---|---|---|---|---|---|
| 1 | 44.6 | 32.7 | 10.6 | 8.1 | 4.0 |
| 2 | 17.9 | 72.5 | 2.3 | 7.3 | 0 |
| 3 | 48.5 | 25.3 | 12.9 | 6.4 | 6.9 |
| 1 |
|
| 2 |
向定汉, 潘青林, 姚正军. 聚四氟乙烯自润滑编织复合材料关节轴承的摆动摩擦磨损性能研究[J]. 摩擦学学报, 2003, 23(1): 72-75.
|
| 3 |
|
| 4 |
沈雪瑾, 曹磊, 陈有光, 等. 织物衬垫自润滑关节轴承的研究现状与展望[J]. 轴承, 2009(3): 57-61.
|
| 5 |
李喜军, 邱明, 陈龙, 等. 不同衬垫关节轴承摩擦学性能的对比[J]. 轴承, 2010(5): 34-36.
|
| 6 |
|
| 7 |
|
| 8 |
|
| 9 |
|
| 10 |
|
| 11 |
|
| 12 |
|
| 13 |
|
| 14 |
|
| 15 |
|
| 16 |
|
| 17 |
|
| 18 |
|
| 19 |
苏峰华, 张招柱, 王坤, 等. MoS2和PTFE改性炭纤维织物复合材料的摩擦磨损性能研究[J]. 摩擦学学报, 2005, 25(4): 338-342.
|
| 20 |
周先辉, 孙友松, 王万顺. CF/PTFE纤维混编织物增强环氧复合材料干摩擦特性[J]. 摩擦学学报, 2016, 36(5): 650-658.
|
| 21 |
|
| 22 |
|
| 23 |
|
| 24 |
|
| 25 |
|
| 26 |
|
| 27 |
|
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}