
Abbreviation (ISO4): Journal of Materials Engineering
Editor in chief: Xiangbao CHEN
Journal of Materials Engineering >
Effects of hot rolling process on mechanical properties and corrosion resistance of Sn-containing ferritic stainless steel
Received date: 2023-01-06
Revised date: 2023-07-18
Online published: 2024-03-10
Cr-Ni resource-saving Sn-containing ferritic stainless steel (FSS) was taken as the research object. The microstructure evolution and properties change of the experimental steel under different hot rolling processes were explored by means of optical microscope(OM), electron backscattering diffraction(EBSD), X-ray diffraction(XRD), room temperature tensile test, electrochemical corrosion test, etc. The results show that when the finishing rolling temperature (FRT) is in the range of 940-730 ℃, properly reducing the FRT has a significant role in refining the grains of hot-rolled and annealed sheets and final cold-rolled and annealed sheets, as well as increasing the orientation density of recrystallization texture, and thus the yield strength, tensile strength and elongation are significantly increased. When the FRT is 800 ℃, the tensile strength is 509 MPa, the yield strength is 331 MPa, and the elongation reaches a maximum of 42%, and meanwhile, the maximum cupping value and plastic strain ratio are obtained, leading to the best mechanical properties. In addition, the pitting potential and self-corrosion potential are increased, while the corrosion current density and corrosion rate are decreased by properly reducing the FRT. When the FRT is 800 ℃, the pitting potential reaches the maximum, the corrosion current density reaches the minimum and corrosion rate reaches the lowest, thus the optimum corrosion resistance is obtained in the steel. The properties of Sn-containing FSS are significantly improved compared with SUS430 FSS by optimizing the hot rolling process.
Yang BAI , Yandong LIU , Tong HE , Fangyuan SHAO , Fangce LIU . Effects of hot rolling process on mechanical properties and corrosion resistance of Sn-containing ferritic stainless steel[J]. Journal of Materials Engineering, 2023 , 51(11) : 161 -170 . DOI: 10.11868/j.issn.1001-4381.2023.000025
表1 含Sn铁素体不锈钢的化学成分(质量分数/%)Table 1 Chemical composition of Sn-containing ferritic stainless steel (mass fraction/%) |
| C | S | N | Mn | P | Al | Cr | Nb | Ti | Sn | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.01 | 0.003 | 0.012 | 0.21 | 0.005 | 0.035 | 16.5 | 0.15 | 0.15 | 0.2 | Bal |
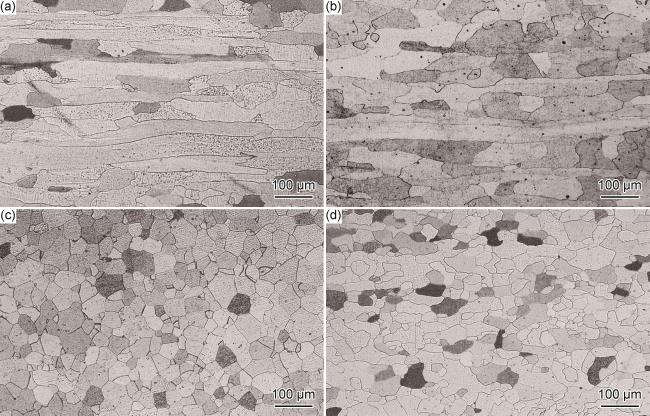
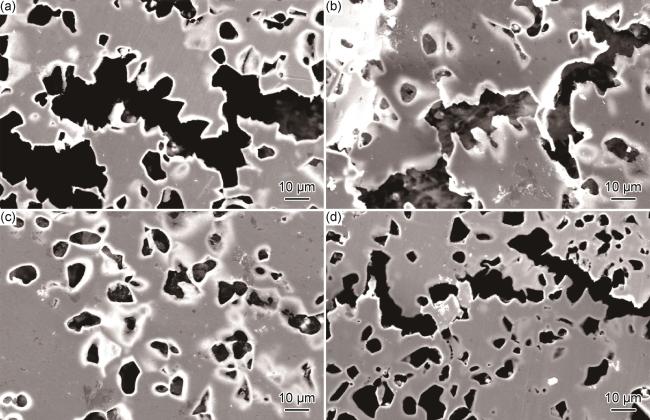
图2 不同终轧温度下冷轧退火板的微观组织形貌(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃Fig.2 Microstructure of cold rolled and annealed sheets with different finishing rolling temperatures(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃ |
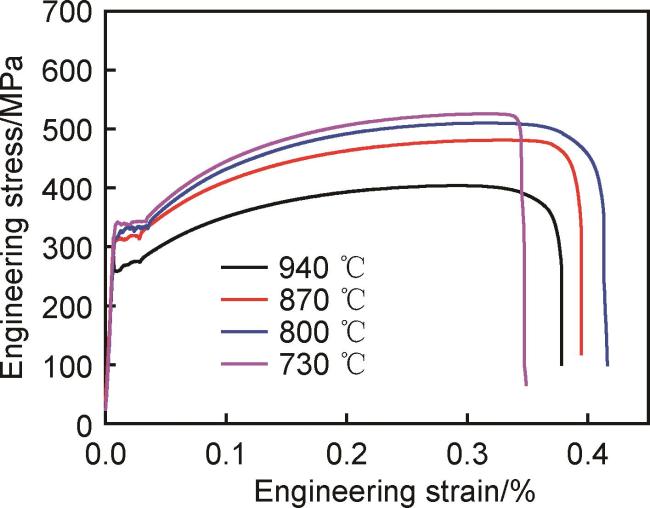
图5 不同终轧温度下冷轧退火板的工程应力-应变曲线Fig.5 Engineering stress-strain curves of cold rolled and annealed sheets with different finishing rolling temperatures |
表2 不同终轧温度下冷轧退火板的力学性能和成形性能Table 2 Mechanical properties and formability of cold rolled and annealed sheets with different finishing rolling temperatures |
| T/°C | R eL/MPa | R m/MPa | A t/% | r | IE/mm | n |
|---|---|---|---|---|---|---|
| 940 | 280 | 429 | 37 | 1.34 | 9.17 | 0.21 |
| 870 | 314 | 481 | 40 | 1.45 | 9.34 | 0.21 |
| 800 | 331 | 509 | 42 | 1.59 | 9.83 | 0.22 |
| 730 | 338 | 526 | 35 | 1.50 | 9.67 | 0.21 |
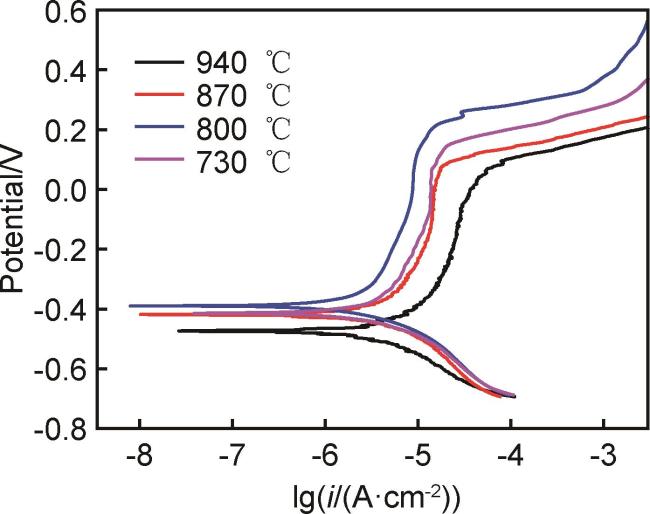
图7 不同终轧温度下冷轧退火板在3.5% NaCl溶液的极化曲线Fig.7 Polarization curves of cold rolled and annealed sheets with different finishing rolling temperatures in 3.5%NaCl solution |
表3 不同终轧温度下冷轧退火板在3.5%NaCl溶液的电化学腐蚀数据Table 3 Electrochemical corrosion data of cold rolled and annealed sheets with different finishing rolling temperatures in 3.5%NaCl solution |
| T/℃ | E b/ mV | E corr/ mV | I corr/ (mA·cm-2) | R/ (mm·a-1) |
|---|---|---|---|---|
| 940 | 53 | -480 | 1.75×10-3 | 2.05×10-2 |
| 870 | 87 | -420 | 1.63×10-3 | 1.92×10-2 |
| 800 | 250 | -395 | 1.12×10-3 | 1.31×10-2 |
| 730 | 138 | -410 | 1.53×10-3 | 1.80×10-2 |
| 1 |
康喜范. 铁素体不锈钢[M]. 北京:冶金工业出版社, 2012.
|
| 2 |
陈虎, 王杜, 沈正祥, 等. 钛元素对低铬铁素体不锈钢电化学腐蚀性能的影响[J].金属热处理, 2018, 43(6): 11-15.
|
| 3 |
|
| 4 |
张向军. 含锡铁素体不锈钢组织性能及耐蚀性能研究[D]. 沈阳:东北大学,2017
|
| 5 |
|
| 6 |
|
| 7 |
|
| 8 |
|
| 9 |
|
| 10 |
任娟红,陈安忠,王长波,等. 终轧温度对443铁素体不锈钢组织、织构及成形性能的影响[J].金属热处理,2021,46(1):200-204.
|
| 11 |
|
| 12 |
刘海涛,马东旭,刘振宇,等. 终轧温度对超纯铁素体不锈钢组织、织构及成形性能的影响[J]. 钢铁研究学报,2010,22(8): 31-35.
|
| 13 |
|
| 14 |
束德林.工程材料力学性能[M]. 北京:机械工业出版社, 2016.
|
| 15 |
韩纪鹏. 含锡铁素体不锈钢的制备工艺及组织性能研究[D]. 沈阳:东北大学,2015.
|
| 16 |
雍岐龙. 钢铁材料中的第二相[M]. 北京: 冶金工业出版社, 2006.
|
| 17 |
|
| 18 |
|
| 19 |
魏欣, 董俊华, 佟健, 等. 温度对 Cr26Mo1 超纯高铬铁素体不锈钢在 3.5%NaCl溶液中耐点蚀性能的影响[J]. 金属学报, 2012, 48(5): 502-507.
|
| 20 |
杨永超. 含锡铁素体不锈钢力学性能及耐腐蚀性能的研究[D].沈阳:东北大学,2014.
|
| 21 |
|
| 22 |
罗检,张勇,钟庆东,等. 晶粒度对一些常用金属耐腐蚀性能的影响[J].腐蚀与防护, 2012, 33(4): 349-352.
|
| 23 |
|
| 24 |
田文明,巢昺轩,李智勇,等. 晶粒尺寸影响金属钝化行为的研究进展[J].失效分析与预防, 2018, 13(2): 130-136.
|
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}