
Abbreviation (ISO4): Journal of Materials Engineering
Editor in chief: Xiangbao CHEN
Journal of Materials Engineering >
Vision detection and feature extraction of molten pool behavior in powder laser cladding
Received date: 2022-10-17
Revised date: 2023-08-14
Online published: 2024-03-10
Molten pool monitoring is the basis of forming process optimization, playing a pivotal role in improving the formation quality. A machine vision monitoring system was set up for the laser cladding process. Based on the OpenCV software library, a method combining K-means image segmentation and dual threshold Otsu image segmentation was proposed, which realizes the accurate distinction between molten pool and plume with the accuracy of extracting geometric features of molten pool contour up to 95%. By designing an orthogonal experiment of laser cladding Ti-6Al-4V metal powder, typical cladding samples were selected to analyze the width and shape change of the weld pool in time domain, obtaining the fluctuation rule of the weld pool of the cladding layer. The results show that the fluctuation frequency and amplitude of the molten pool are affected by the process parameters and their combinations, and gradually stabilize with the progress of the cladding. Abnormal fluctuations in the molten pool during the cladding process are conducive to the positioning and identification of cladding defects, helping to optimize process routes.
Fangyu DONG , Yongxiong CHEN , Lingchao KONG , Xiubing LIANG , Kaixin WANG . Vision detection and feature extraction of molten pool behavior in powder laser cladding[J]. Journal of Materials Engineering, 2023 , 51(11) : 197 -204 . DOI: 10.11868/j.issn.1001-4381.2022.000865
表1 Ti6Al4V粉末化学成分(质量分数/%)Table 1 Chemical compositions of Ti6Al4V powder (mass fraction/%) |
| Al | V | Fe | C | H | Ti |
|---|---|---|---|---|---|
| 6.36 | 4.01 | 0.18 | 0.01 | 0.002 | Bal |
表2 正交实验参数Table 2 Parameters of orthogonal experiments |
| Level | Laser power(A)/W | Scanning speed(B)/(mm∙s-1) | Powder feedingrate(C)/(g∙min-1) | Spot diameter(D)/mm |
|---|---|---|---|---|
| 1 | 900 | 5 | 1.89 | 2.0 |
| 2 | 950 | 6 | 2.58 | 2.1 |
| 3 | 1000 | 7 | 3.22 | 2.3 |
| 4 | 1050 | 8 | 3.82 | 2.6 |
| 5 | 1100 | 9 | 4.48 | 3.0 |
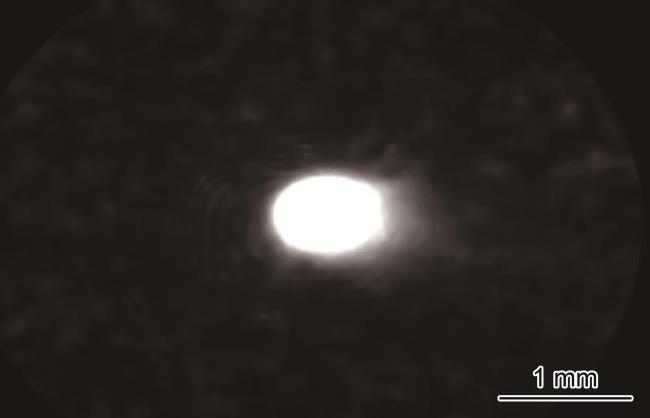
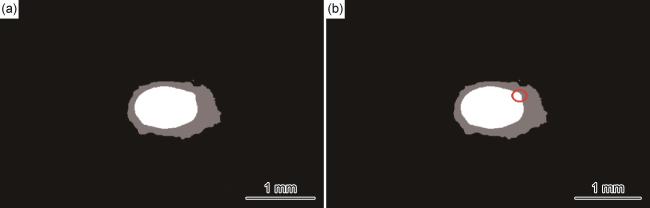
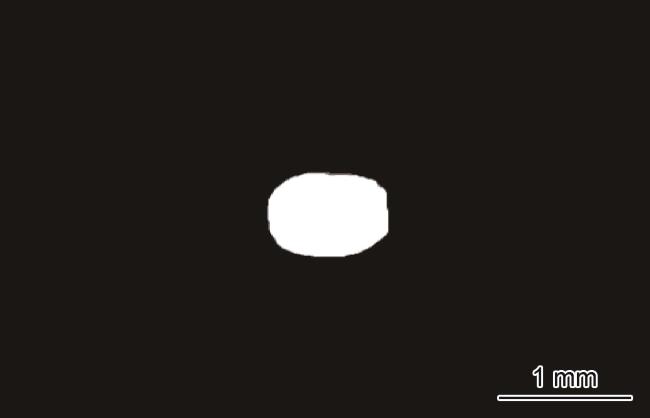
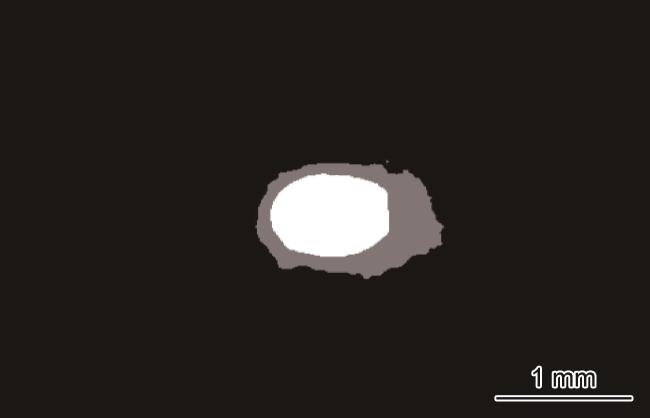
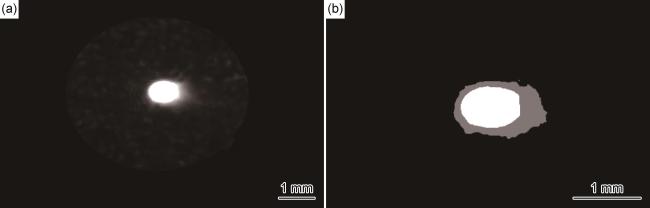
图8 图像处理前后的熔池图像 (a)熔池原图像;(b)处理后的熔池图像Fig.8 Images of molten pool before and after processing (a)original view of molten pool;(b)molten pool after processing |
表3 实验结果及熔池图像处理结果分析Table 3 Experimental results and analysis of molten pool image processing results |
| Parameter | w/mm | w 1/mm | P/% | Parameter | w/mm | w 1/mm | P/% | Parameter | w/mm | w 1/mm | P/% |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A 1 B 1 C 5 D 5 | 1.39 | 1.34 | 96.4 | A 2 B 5 C 3 D 5 | 1.16 | 1.17 | 99.1 | A 4 B 3 C 4 D 5 | 1.17 | 1.14 | 97.4 |
| A 1 B 2 C 3 D 2 | 1.42 | 1.41 | 99.3 | A 3 B 1 C 2 D 4 | 1.49 | 1.46 | 98.0 | A 4 B 4 C 2 D 2 | 1.14 | 1.17 | 97.4 |
| A 1 B 3 C 1 D 4 | 1.14 | 1.11 | 97.4 | A 3 B 2 C 5 D 1 | 1.43 | 1.53 | 93.0 | A 4 B 5 C 5 D 4 | 1.18 | 1.20 | 98.3 |
| A 1 B 4 C 4 D 1 | 1.12 | 1.13 | 99.1 | A 3 B 3 C 3 D 3 | 1.24 | 1.21 | 97.6 | A 5 B 1 C 4 D 3 | 1.71 | 1.70 | 99.4 |
| A 1 B 5 C 2 D 3 | 1.06 | 1.09 | 97.2 | A 3 B 4 C 1 D 5 | 1.07 | 1.06 | 99.1 | A 5 B 2 C 2 D 5 | 1.42 | 1.48 | 95.8 |
| A 2 B 1 C 1 D 2 | 1.18 | 1.17 | 99.2 | A 3 B 5 C 4 D 2 | 1.22 | 1.19 | 97.5 | A 5 B 3 C 5 D 2 | 1.73 | 1.76 | 98.3 |
| A 2 B 2 C 4 D 4 | 1.43 | 1.42 | 99.3 | A 4 B 1 C 3 D 1 | 1.49 | 1.53 | 97.3 | A 5 B 4 C 3 D 4 | 1.21 | 1.19 | 98.3 |
| A 2 B 3 C 2 D 1 | 1.23 | 1.27 | 96.7 | A 4 B 2 C 1 D 3 | 1.47 | 1.52 | 96.6 | A 5 B 5 C 1 D 1 | 1.18 | 1.17 | 99.2 |
| A 2 B 4 C 5 D 3 | 1.38 | 1.34 | 97.1 | ||||||||
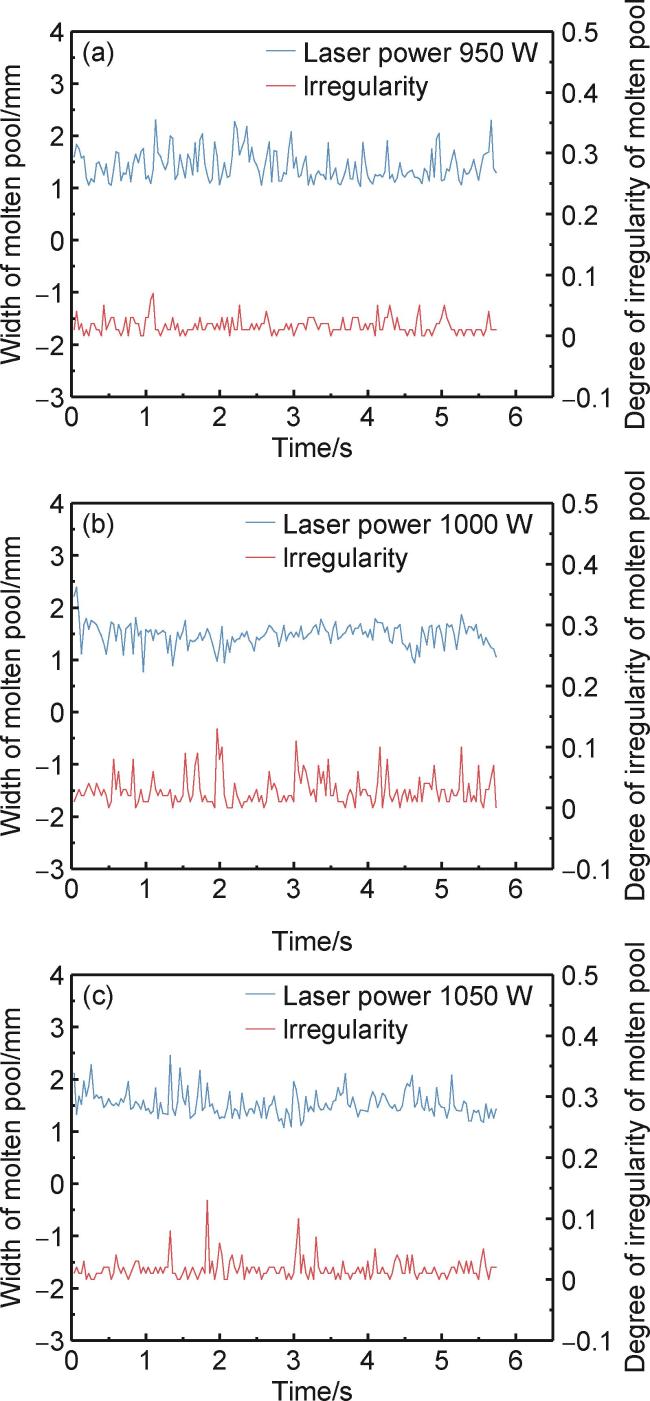
图10 扫描速率6 mm/s时熔池时域变化曲线(a)激光功率950 W;(b)激光功率1000 W;(c)激光功率1050 WFig.10 Time domain variation curves of molten pool at scanning speed of 6 mm/s (a)laser power 950 W;(b)laser power 1000 W;(c)laser power 1050 W |
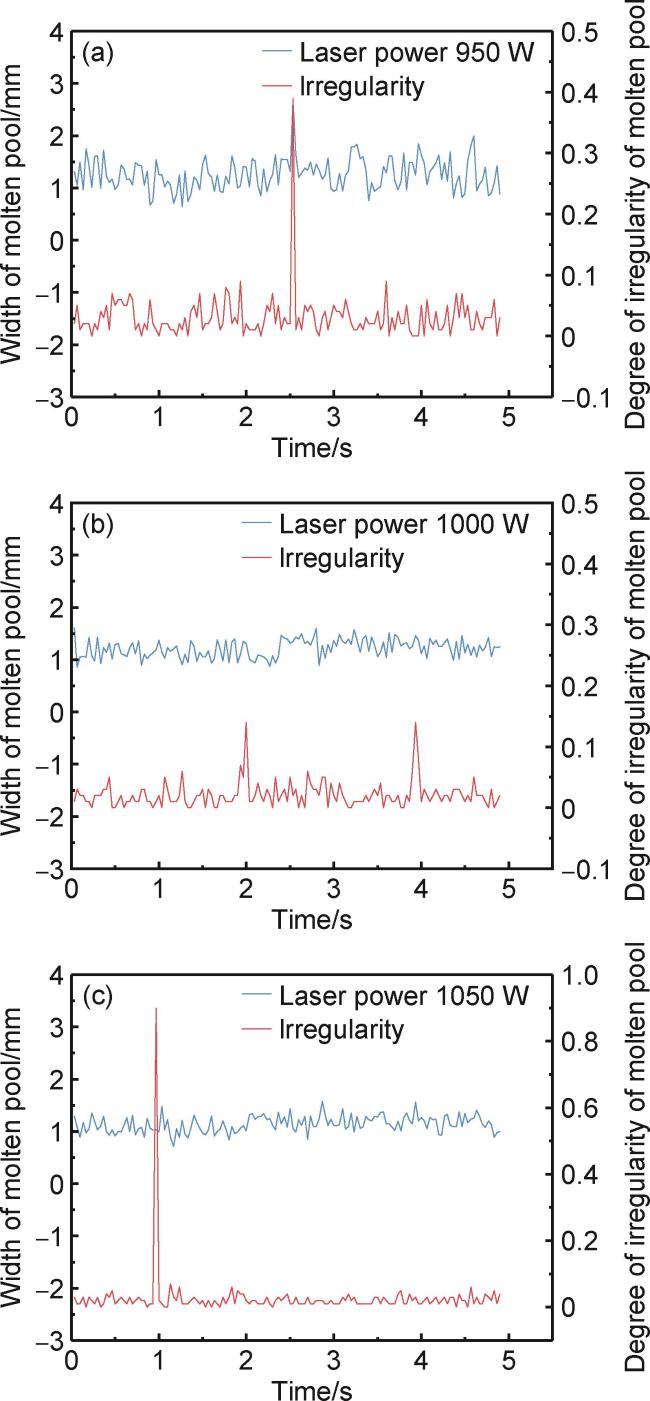
图11 扫描速率7 mm/s时熔池时域变化曲线(a)激光功率950 W;(b)激光功率1000 W;(c)激光功率1050 WFig.11 Time domain variation curves of molten pool at scanning speed of 7 mm/s (a)laser power 950 W;(b)laser power 1000 W;(c)laser power 1050 W |
| 1 |
姜明明,孙树峰,王津,等 .激光熔覆制备高熵合金涂层耐磨性研究进展[J].材料工程,2022,50(3):18-32.
|
| 2 |
蒋厚峰,乌日开西·艾依提,安鹏芳 .激光熔覆成形的熔池形貌及熔池温度研究综述[J].热加工工艺,2019,48(10):10-14.
|
| 3 |
雍耀维,赵瑞恒,王军,等 .激光熔覆的熔池检测研究综述[J].电加工与模具,2021(5):18-23.
|
| 4 |
|
| 5 |
|
| 6 |
刘旭阳 .激光熔覆熔池宽度在线检测与制系统的研究[D].大连:大连理工大学,2019.
|
| 7 |
|
| 8 |
|
| 9 |
雷凯云,秦训鹏,刘华明,等 .基于局部主动轮廓模型的宽带激光熔覆熔池边缘提取[J].光电子·激光,2018,29(5):516-522.
|
| 10 |
|
| 11 |
|
| 12 |
|
| 13 |
于栋,钟敏霖,刘文今,等.激光熔覆过程中熔池图像的实时检测[J].中国激光,2007,34():86-90.
|
| 14 |
杜全营,王伟,王建军,等 .铝合金钨极氩弧焊熔池图像处理[J].上海交通大学学报,2005,39(7):1055-1057.
|
| 15 |
惠婉玉,吴玉秀 .图像去噪滤波方法的对比研究[J].洛阳理工学院学报(自然科学版),2021,31(1):71-76.
|
| 16 |
|
| 17 |
张楚昊,赵壮,陆骏,等 .基于边缘导向算子模板匹配的熔池轮廓提取方法[J].焊接学报,2022,43(2):1-8.
|
| 18 |
袁方,周志勇,宋鑫 .初始聚类中心优化的k-means算法[J].计算机工程,2007,33(3):65-66.
|
| 19 |
李欣 .基于机器视觉的激光3D打印熔池监测技术研究[D].哈尔滨:哈尔滨工业大学,2020.
|
| 20 |
|
| 21 |
|
/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}