
Abbreviation (ISO4): Journal of Materials Engineering
Editor in chief: Xiangbao CHEN
Journal of Materials Engineering >
Research progress in additive manufacturing technology of magnesium alloys
Received date: 2021-11-23
Revised date: 2022-01-01
Online published: 2024-03-10
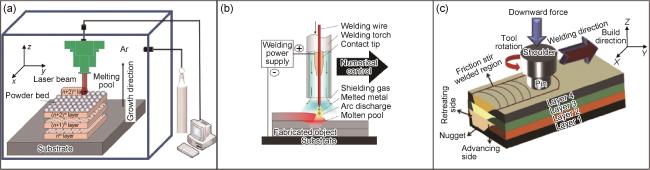
Magnesium alloy as the most potential light structural material, has the advantages of high specific strength, specific stiffness and easy recycling, which contributes to the realization of lightweight in the industrial field. Compared with the traditional manufacturing technologies, the new and advanced manufacturing technology of additive manufacturing represent for high manufacturing efficiency, excellent performance, and forming complex structures. The technology of additive manufacturing for magnesium alloy, which has broad application prospects in the industrial field, is urgently required to be studied. In this paper, the recent studies of the three major additive manufacturing technologies for magnesium alloy:selective laser melting, wire+arc additive manufacturing, and friction stir additive manufacturing were summarized and analyzed from the aspects of forming characteristic, defect control, and features of microstructure and property.Finally,the developments in shape and performance control of the additive manufacturing technology for magnesium alloy:simulation analysis, process control, and heat source regulation were discussed.
Qingzhuang LI , Hanzheng ZHANG , Shuo WANG , Peng WANG , Mengnan FENG . Research progress in additive manufacturing technology of magnesium alloys[J]. Journal of Materials Engineering, 2023 , 51(11) : 34 -51 . DOI: 10.11868/j.issn.1001-4381.2021.001133
表1 不同牌号镁合金化学成分(质量分数/%)Table 1 Chemical compositions of different grades of magnesium alloys (mass fraction/%) |
| Material | Mg | Zn | Al | Mn | RE | Si | Cu | Ni | Fe | Zr | Y |
|---|---|---|---|---|---|---|---|---|---|---|---|
| AZ31 | Bal | 0.6-1.4 | 2.5-3.5 | 0.2-1.0 | — | <0.05 | <0.01 | <0.001 | <0.003 | — | — |
| AZ61 | Bal | 0.7-1.5 | 5.9-6.6 | 0.15-0.4 | — | <0.1 | <0.05 | <0.005 | <0.05 | — | — |
| AZ80 | Bal | 0.2-0.8 | 8.0-9.2 | 0.12-0.5 | — | <0.1 | <0.05 | <0.005 | <0.05 | — | — |
| AZ91 | Bal | 0.4-0.9 | 8.5-9.5 | 0.17-0.4 | — | <0.05 | <0.02 | <0.001 | <0.004 | — | — |
| ZK60 | Bal | — | 4.8-6.2 | — | — | — | — | — | — | ≥0.45 | — |
| ZK61 | Bal | 0.05 | 5.0-6.0 | 0.1 | — | 0.05 | 0.05 | 0.005 | 0.05 | 0.3-0.9 | — |
| WE43 | Bal | 0.2 | — | 0.03 | 3.0-3.5 | — | 0.02 | 0.005 | 0.01 | 0.4-1.0 | 3.7-4.3 |
| WE54 | Bal | 0.2 | — | 0.03 | 2.5-4.0 | 0.01 | 0.03 | 0.005 | — | 0.4-1.0 | 4.8-5.5 |
| WE93 | Bal | — | 0.1 | — | 2.5-3.7 | 0.01 | — | 0.004 | — | 0.4-1.0 | 8.2-9.5 |
表2 镁合金增材制造不同工艺特点对比Table 2 Comparison of the characteristics of magnesium alloys manufactured by different additive manufacturing methods |
| Method | Feedstock | Advantage | Disadvantage | Common defect | Ref |
|---|---|---|---|---|---|
| SLM | Power | High forming precision, fine grains | High cost, low efficiency | Element loss, oxidation, rubber powders | [14,17,19,26-27] |
| WAAM | Wire | High efficiency, low cost | Low forming precision, high heat input, coarse crystal grains | Hot cracking, pore | [15,55] |
| FASM | Power/ sheet/ rod | Low heat input, fine grains | Stir head limited, rigid fixing | Hook defect, banded structure, cavity | [16,63] |
表5 镁合金增材制造不同工艺成形试样的组织特征对比Table 5 Comparison of the microstructure characteristics for magnesium alloys manufactured by different additive manufacturing methods |
| Material | Method | Grain size/μm | Phase composition | Ref |
|---|---|---|---|---|
| 98.97% Mg+1.03% O[19] (mass fraction) | SLM | 2.3-4.9 | α-Mg | [19] |
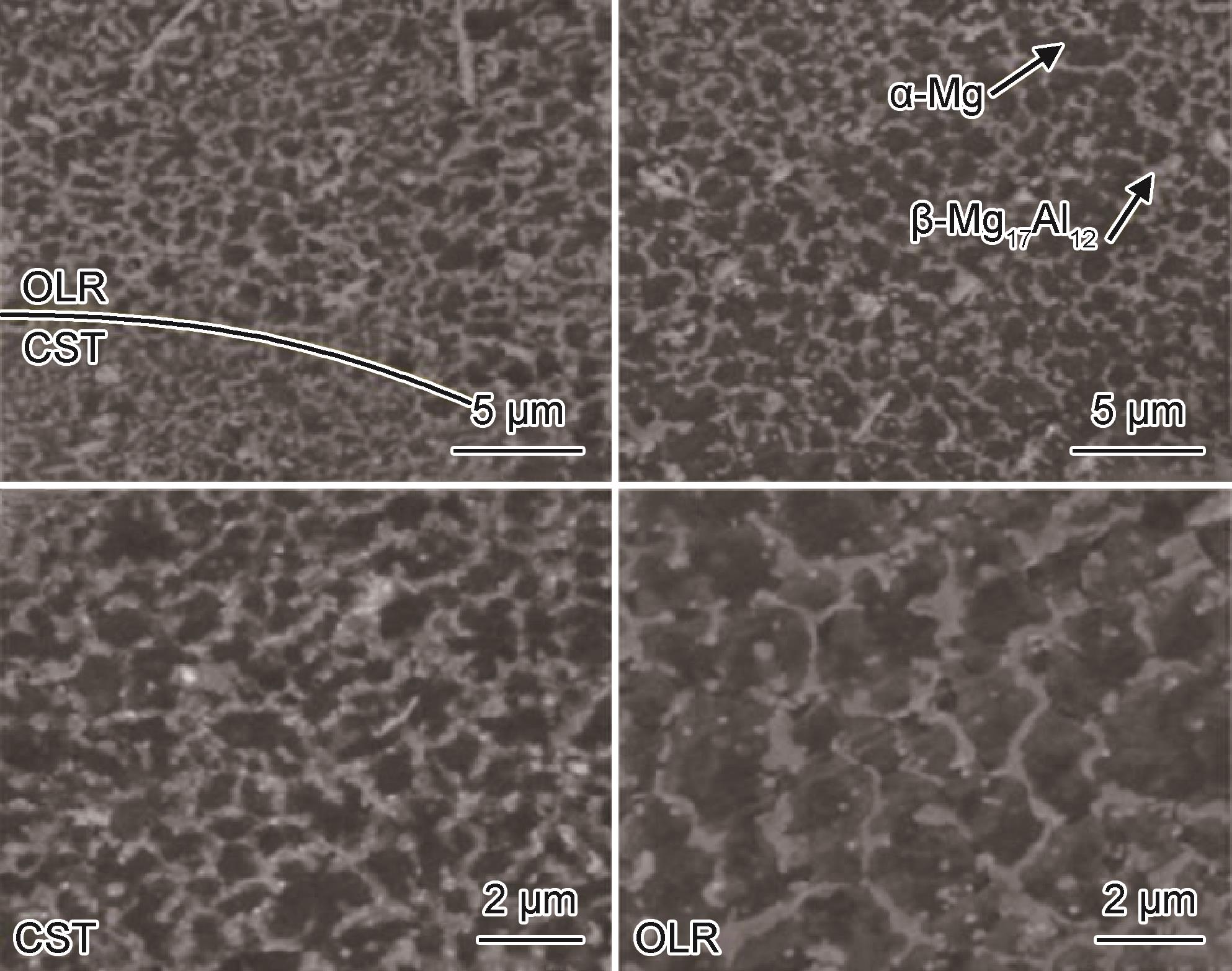
| AZ91D[21] | SLM | 1.0-2.9 | α-Mg,β-Mg17Al12 | [21] |
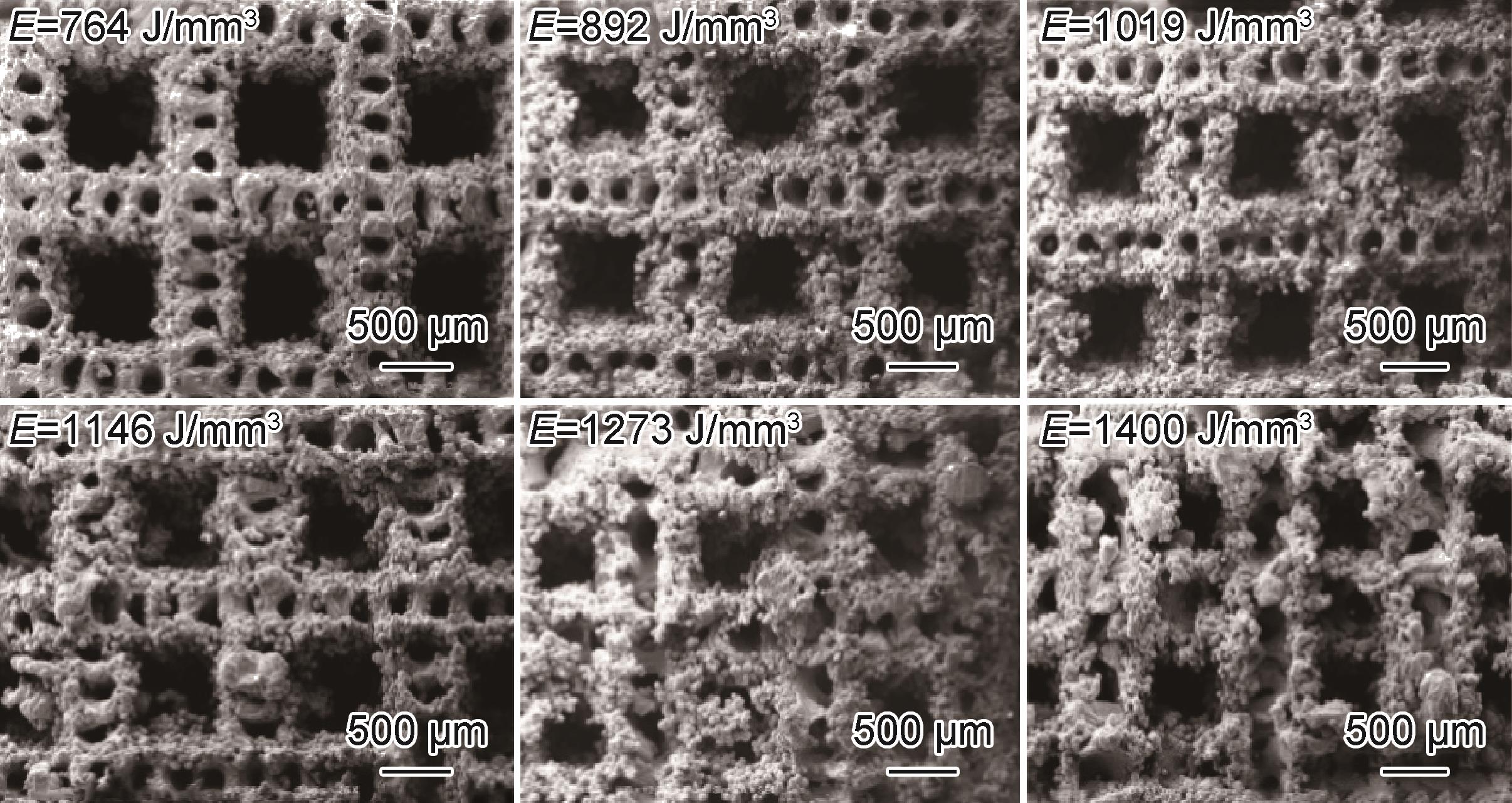
| Porous Mg-Ca[26] | SLM | 5.0 (average) | α-Mg | [26] |
| Porous ZK61[27] | SLM | 1.1-1.6 | α-Mg,MgZn,Mg7Zn3 | [27] |
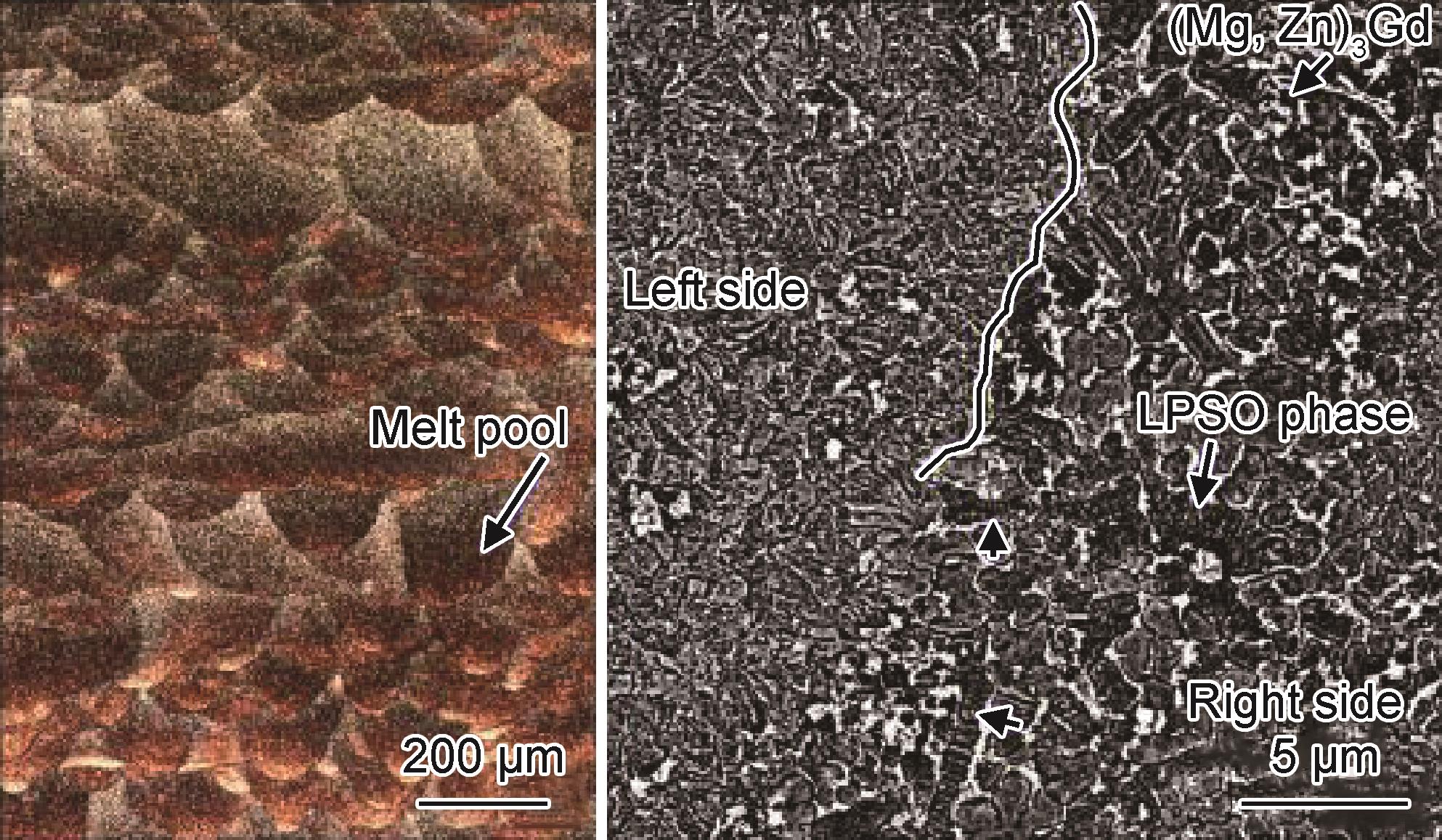
| GZ151K[34] | SLM | 2.0 (average) | α-Mg,Mg3Gd,GdH2 | [34] |
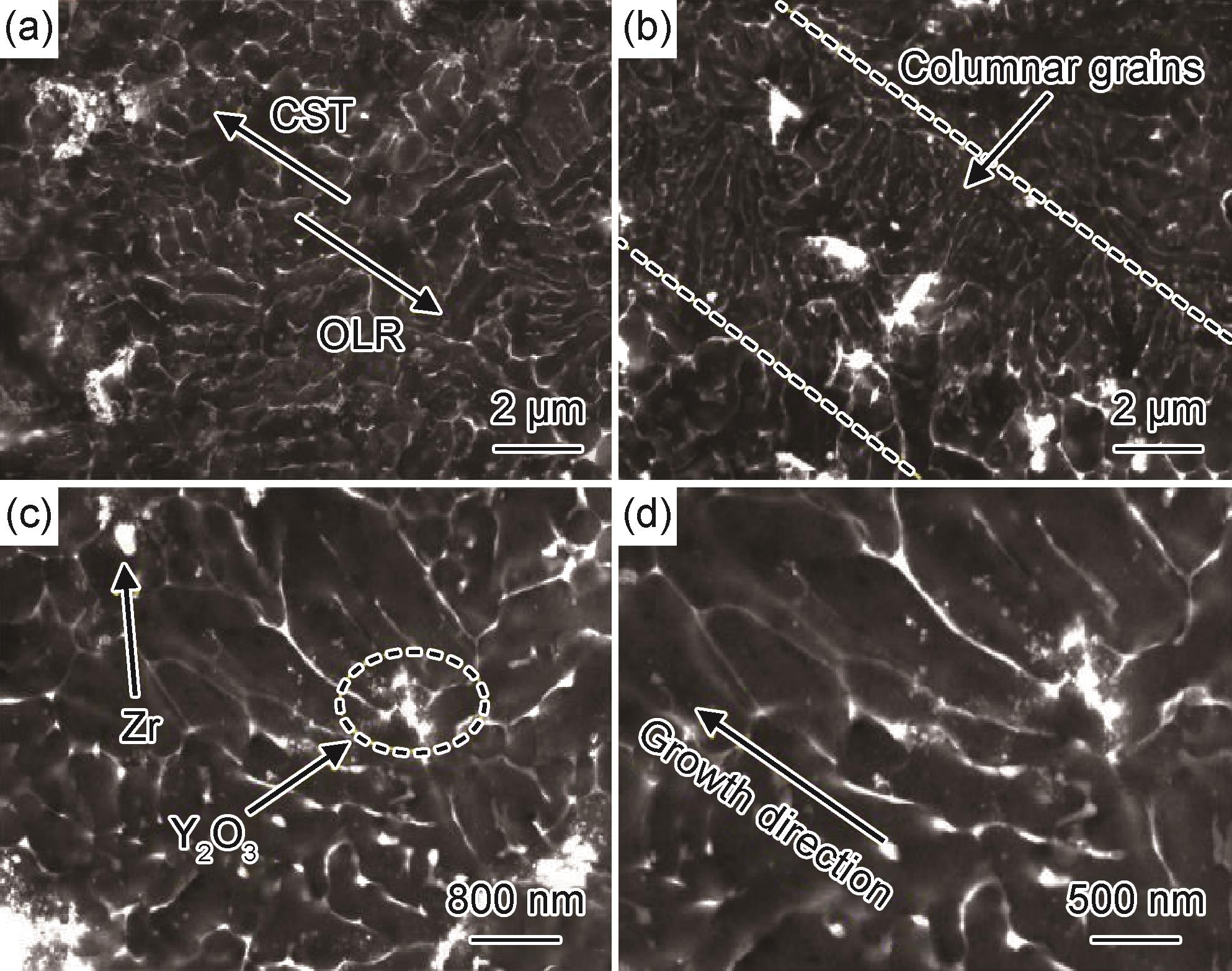
| Mg-Y-Sm-Zn-Zr alloy[36] | SLM | 1.0–3.0 | α-Mg,(Mg,Zn)3(Y,Sm),Y2O3 | [36] |
| AZ91D[37] | SLM | 3.0-5.0 | α-Mg,β-Mg17Al12, | [37] |
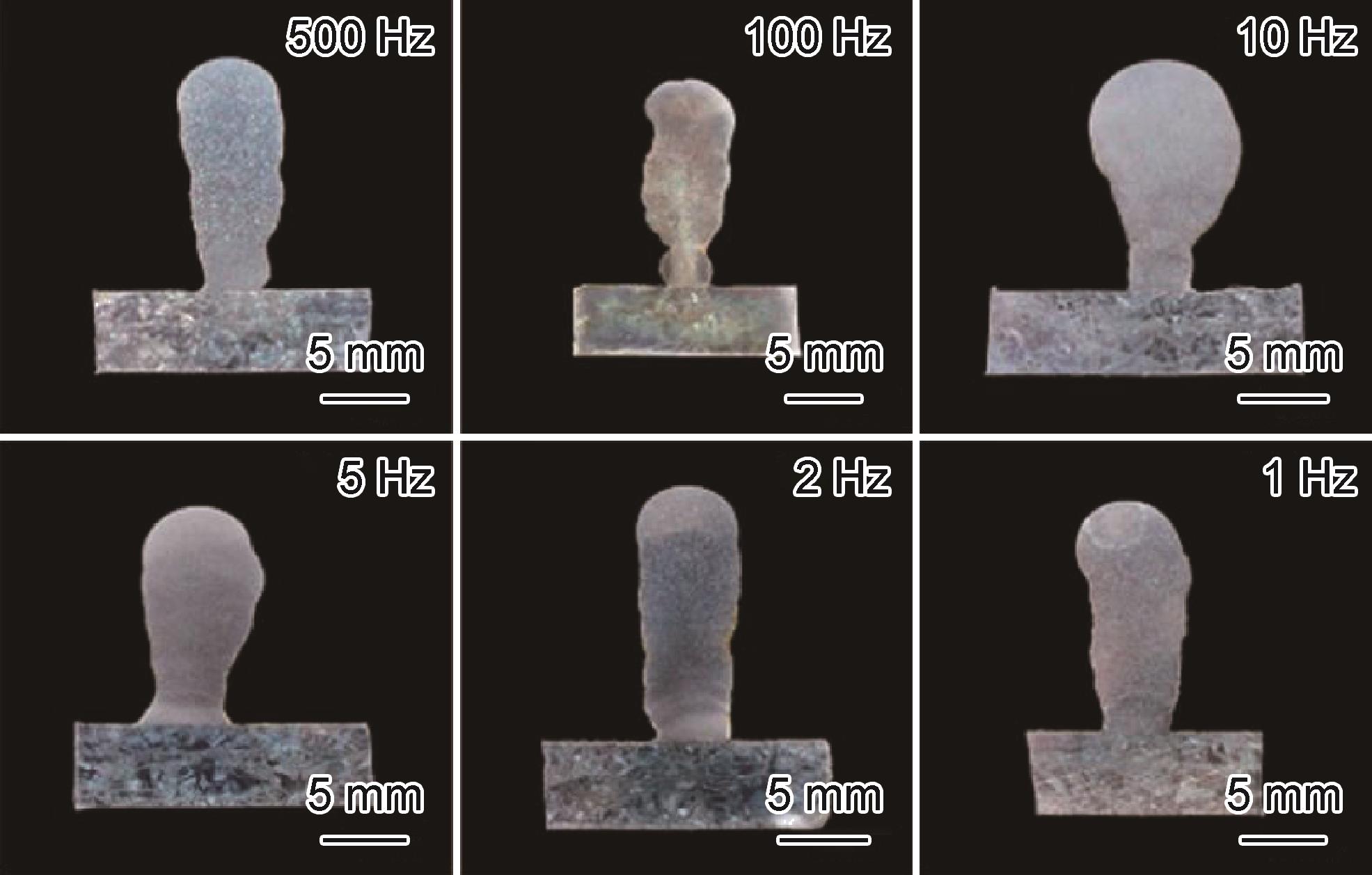
| AZ31[40] | TIG-WAAM(different pulse frequency) | 21.0-39.0 | Not given | [40] |
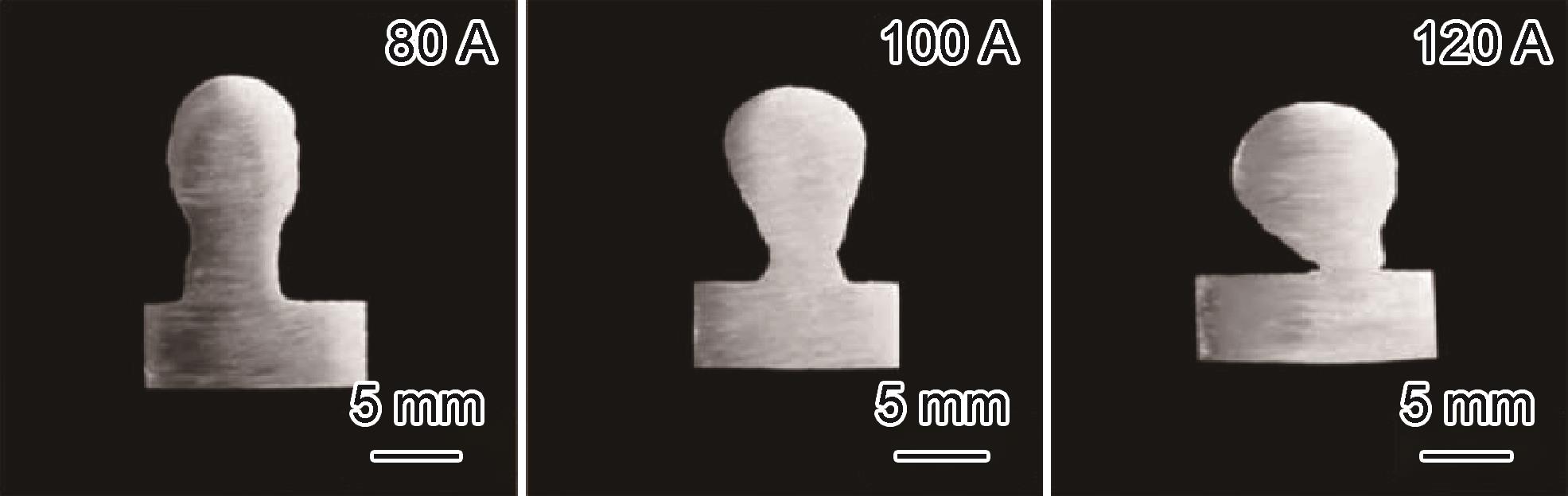
| AZ31[42] | TIG-WAAM(different current) | 28.0-32.0 | Not given | [42] |
| AZ80M[44] | TIG-WAAM | Not given | α-Mg,β-Mg17Al12,Al2Y | [44] |
| AZ31[41] | CMT-WAAM(pulsed-CMT) | Not given | α-Mg,β-Mg17Al12 | [41] |
| AZ91[45] | CMT-WAAM | 20.1-48.5 | α-Mg,β-Mg17Al12,Al8Mn5 | [45] |
| AZ31[46] | CMT-WAAM(single pass) | 17.0-39.0 | α-Mg,β-Mg17Al12,Al8Mn5 | [46] |
| WE43[16] | FSAM | 2.0-3.0 | α-Mg,Mg2Y | [16] |
| WE43[59] | FSAM | 2.0-2.4 | Not given | [59] |
| WE43[60] | FSAM | 2.0-3.0 | Not given | [63] |
表7 镁合金不同增材制造工艺的试样力学性能对比Table 7 Comparison of the mechanical properties of magnesium alloy samples manufactured by different additive manufacturing methods |
| Material | Method | YS/MPa | UTS/MPa | EL/% |
|---|---|---|---|---|
| AZ91D [21] | SLM | 254.0 | 296.0 | 1.2-1.8 |
| GZ151K[34] | SLM | 345.0 | 368.0 | 3.0 |
| AZ61[30] | SLM | 233.0 | 287.0 | 3.1 |
| SLM+HIP | 126.0 | 274.0 | 8.2 | |
| AZ31[40] | TIG-WAAM(different pulse frequency) | 79.0-104.0 | 221.0-263.0 | >23.0 |
| AZ31[42] | TIG-WAAM(different current) | 78.0-89.0 | 230.0-236.0 | 24.9-31.0 |
| AZ80M[44] | TIG-WAAM | 146.0a | 308.7a | 15.4a |
| 119.0b | 237.3b | 12.2b | ||
| AZ31[54] | TIG-WAAM | 109.1±17.9a | 222.9±5.4a | 20.3±3.8a |
| 94.7±2.0b | 190.7±23.3b | 13.8±4.0b | ||
| AZ91[45] | CMT-WAAM | Not given | 250.3±2.6a | 17.5±1.6a |
| 245.2±1.0b | 16.3±1.0b | |||
| AZ31[46] | CMT-WAAM(single pass) | 71.2±4.5a | 151.9±12.9a | 7.5±1.3a |
| 131.6±4.2b | 210.5±3.5b | 10.5±1.6b | ||
| AZ31[48] | CMT-WAAM(back and forth pass) | 85.4±3.0a | 225.7±12.1a | 28.3±2.0a |
| 125.9±5.0b | 210.5±18.2b | 17.2±4.2b | ||
| WE43[16] | FASM | 265.0±7.0 | 300.0±9.0 | 29.8±0.2 |
| Rolling | 310.0±3.0 | 357.0±4.0 | 2.9±0.1 | |
| WE43[59] | FSAM(powder feeding and water cooling) | 217.0a 208.0b 220.0c | 274.0a 218.0b 276.0c | 13.3a 10.8b 13.6c |
| FSAM(powder feeding and liquid nitrogen cooling) | 246.0a 252.0b 220.0c | 286.0a 289.0b 297.0c | 12.5a 13.0b 11.8c | |
| FSAM(sheet feeding and liquidnitrogen cooling) | 251.0a 243.0b 260.0c | 281.0a 277.0b 288.0c | 16.5a 12.4b 15.8c | |
| WE43[60] | FSAM(sheet feeding) | 230.0±12.8a 213.8±7.5b 200.8±6.7c | 283.0±6.1a 268.5±3.4b 264.7±10.8c | 11.7±1.1a 13.8±2.4b 11.0±2.5c |
|
| 1 |
|
| 2 |
|
| 3 |
|
| 4 |
中国航空材料手册委员会. 中国航空材料手册[M]. 北京: 中国标准出版社, 2002.
Committee for the Chinese Aerospace Materials Handbook. Handbook of Chinese aerospace materials[M]. Beijing: China Standard Press, 2002.
|
| 5 |
|
| 6 |
张占领, 张艳琴, 刘真.镁合金压铸件常见缺陷及改进措施[J].铸造技术, 2019,40(7):718-721.
|
| 7 |
|
| 8 |
|
| 9 |
|
| 10 |
|
| 11 |
汪荣香,洪立鑫,章晓波.生物医用镁合金耐腐蚀性能研究进展[J].材料工程,2021,49(12):14-27.
|
| 12 |
|
| 13 |
关桥.焊接/连接与增材制造(3D打印)[J].焊接, 2014,73 (5): 1-8.
|
| 14 |
|
| 15 |
|
| 16 |
|
| 17 |
NG C,
|
| 18 |
|
| 19 |
|
| 20 |
谢辙. 选区激光熔化成形AZ91D镁合金的工艺与机理研究[D]. 武汉:华中科技大学, 2013.
|
| 21 |
|
| 22 |
|
| 23 |
魏恺文, 王泽敏, 曾晓雁. AZ91D镁合金在激光选区熔化成形中的元素烧损[J].金属学报, 2016, 52(2): 184-190.
|
| 24 |
|
| 25 |
|
| 26 |
|
| 27 |
|
| 28 |
|
| 29 |
|
| 30 |
|
| 31 |
|
| 32 |
|
| 33 |
|
| 34 |
|
| 35 |
|
| 36 |
|
| 37 |
徐春杰, 华心雨, 马东, 等. 选区激光熔化AZ91D镁合金的组织与性能[J].铸造技术, 2021, 42(9): 749-753.
|
| 38 |
|
| 39 |
|
| 40 |
|
| 41 |
曲宏韬, 申俊琦, 步贤政, 等. AZ31镁合金CMT堆焊工艺与接头组织研究[J].航天制造技术, 2017(1): 34-37.
|
| 42 |
施瀚超,胡立杰,郑涛.电流对电弧增材制造AZ31镁合金成型与组织性能的影响[J].铸造技术, 2018, 39(10): 2285-2288.
|
| 43 |
姚巨坤, 江宏亮, 殷凤良. 镁合金CMT-电弧增材再制造工艺与组织性能研究[J].工具技术, 2019, 53(1): 65-69.
|
| 44 |
|
| 45 |
|
| 46 |
|
| 47 |
|
| 48 |
|
| 49 |
占宇航, 郭阳阳, 李章张, 等. 工艺参数对电弧增材制造镁合金组织和性能的影响[J].热加工工艺, 2022,51(19):26-29.
|
| 50 |
|
| 51 |
倪加明, 刘思余, 李志豪, 等. 镁合金电弧熔丝增材成形质量控制研究[J].热加工工艺, 2021, 50(13): 128-132.
|
| 52 |
|
| 53 |
|
| 54 |
|
| 55 |
|
| 56 |
冯吉才, 王亚荣, 张忠典. 镁合金焊接技术的研究现状及应用[J].中国有色金属学报, 2005, 15(2): 165-178.
|
| 57 |
|
| 58 |
|
| 59 |
|
| 60 |
|
| 61 |
|
| 62 |
|
| 63 |
赵梓钧, 杨新岐, 李胜利,等. 工具形状及工艺过程对搅拌摩擦增材成形及缺陷的影响[J].材料工程, 2019, 47(9):84-92.
|
| 64 |
|
| 65 |
郜庆伟, 赵健, 舒凤远, 等. 铝合金增材制造技术研究进展[J] .材料工程, 2019, 47(11): 32-42.
|
| 66 |
|
| 67 |
|
| 68 |
|
| 69 |
李晗, 史清宇, 刘瞿, 等. 搅拌摩擦焊下压力控制系统的开发及在模拟非刚性环境下的验证试验[J].机械工程学报, 2015, 51(22): 60-65.
|
| 70 |
|
| 71 |
|
| 72 |
|
| 73 |
|
| 74 |
|
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}