
Synthesis and Modification of Single-Crystal High-Nickel Ternary Cathode Materials
Received date: 2023-11-15
Revised date: 2024-03-01
Online published: 2024-04-16
Supported by
National Natural Science Foundation of China(U21A20170)
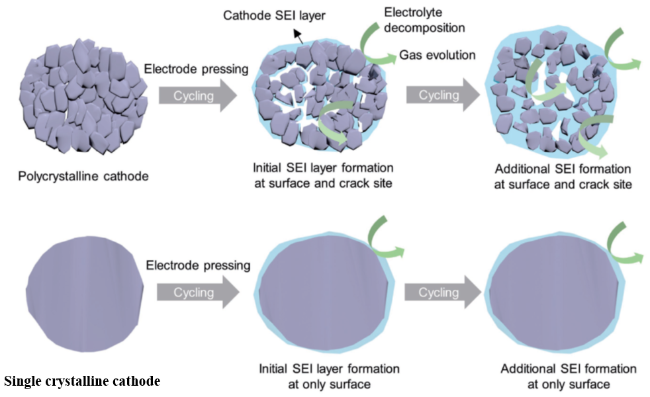
With the rapid development of portable electronic products and electric vehicles,the demand for high energy density lithium-ion batteries is increasing.High-nickel ternary materials with nickel content higher than 0.6(include)(e.g.,LiNi0.6Co0.2Mn0.2O2,LiNi0.8Co0.1Mn0.1O2and LiNi0.9Co0.05Mn0.05O2),which can deliver a high reversible specific capacity of more than 200 mAh·g-1at an upper cut-off voltage of 4.3 V vs Li+/Li,are an important development direction of cathode material with high specific capacity.However,the weak mechanical strength,low compaction density of polycrystal ternary materials and the anisotropy of primary grains lead to intergranular cracks in the polycrystal particles during the charging and discharging process.The electrolyte will penetrate into the polycrystal particles along the intergranular cracks,thus aggravating the side reaction between the electrode and electrolyte and deteriorating the cycle performance and safety of the battery.The design of single crystal material without grain boundary can reduce the formation of intergranular cracks,effectively suppress the side reaction at the interfaces and improve the cycle stability.In this study,the advantages and problems of single-crystal high-nickel ternary materials are reviewed,and their synthesis methods and modification strategies are analyzed.Finally,the application prospects and challenges of single-crystal high-nickel ternary materials are reviewed and prospected.
1 Introduction
2 Performance difference between monocrystalline and polycrystalline materials
3 Synthesis methods of single-crystal high-nickel ternary materials
3.1 Coprecipitation method
3.2 Molten salt synthesis
3.3 Corrosion method
3.4 Spray pyrolysis
3.5 Hydrothermal method
4 Modification strategies of single-crystal high-nickel ternary materials
4.1 Problems in single-crystal materials
4.2 Surface coating
4.3 Ion doping
5 Conclusion and outlook

Hanfeng Wu , Jiushuai Deng , Jinli Liu , Yingqiang Wu , Li Wang , Xiangming He . Synthesis and Modification of Single-Crystal High-Nickel Ternary Cathode Materials[J]. Progress in Chemistry, 2024 , 36(6) : 827 -239 . DOI: 10.7536/PC231112
表1 Comparison of electrochemical properties of single crystal high nickel ternary materials with different coatingsTable 1 Comparison of electrochemical performance of single-crystal nickel-rich samples with different coatings |
| Cathode material | Coating material | First-cycle specific discharge capacity /(mAh·g−1) | Voltage range/V (vs Li+/Li) | T/℃ | C-rate/C | Capacity retention (cycles) | Ref |
|---|---|---|---|---|---|---|---|
| LiNi0.6Mn0.2Co0.2O2 | Al2O3 | 158.6 | 2.8~4.3 | 25 | 1 | 92.6% (100) | 78 |
| LiNi0.6Co0.2Mn0.2O2 | LiNbO3 | 175.7 | 2.1~3.68 | 40 | 0.1 | - | 81 |
| - | 0.5 | 91.3% (100) | |||||
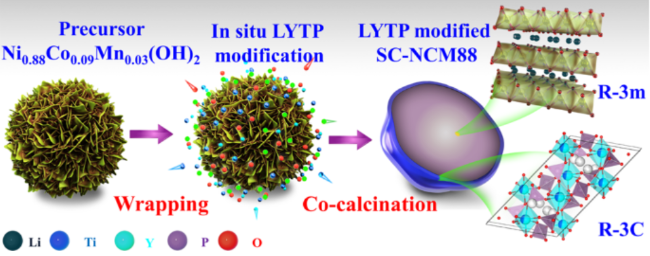
| LiNi0.88Co0.09Mn0.03O2 | Li1.4Y0.4Ti1.6PO4 | 202.3 | 2.75~4.4 | 25 | 0.5 | 86.5% (200) | 82 |
| - | 2.75~4.4 | 55 | 0.5 | 82.6% (200) | |||
| LiNi0.8Co0.1Mn0.1O2 | AlPO4-Li3PO4 | 201.6 | 3.0~4.3 | 25 | 0.1 | - | 80 |
| - | 1 | 88.9% (200) | |||||
| LiNi0.83Co0.07Mn0.1O2 | Li1.25Al0.25Ti1.5O4 | 167.2 | 2.7~4.3 | 25 | 1 | 88.9% (400) | 83 |
| - | 5 | 92.6% (200) |
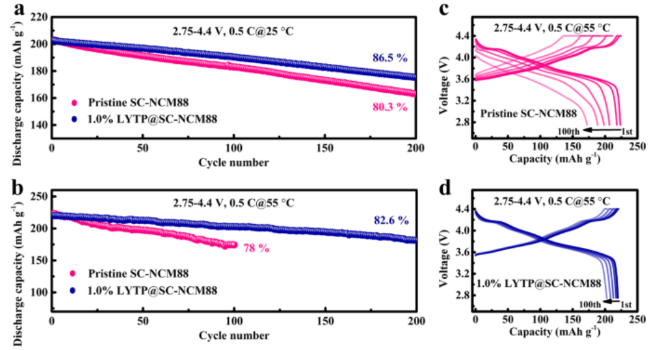
图4 原始SC-NCM88和1% LYTP@SC-NCM88在0.5 C下以锂金属为负极且测试温度为(a) 25 ℃和(b) 55 ℃下的循环稳定性。(c) SC-NCM88和(d) 1% LYTP@SC-NCM88在55 ℃下第1~100次循环的充放电曲线[82]Fig. 4 Cycling stability of pristine SC-NCM88 and 1% LYTP@SC-NCM88 against a lithium metal anode at 0.5 C under testing temperature of (a) 25 ℃ and (b) 55 ℃. Charge/discharge curves for (c) SC-NCM88 and (d) 1% LYTP@SC-NCM88 from 1st to 100th cycle at 55 ℃[82]. Copyright 2021, Springer Nature |
表2 Comparison of Electrochemical Properties of Single Crystal High Nickel Ternary Materials Doped with Different ElementsTable 2 Comparison of electrochemical performance of single-crystal Nickel-rich ternary samples with different doping elements |
| Cathode material | Doping element | First-cycle specific discharge capacity/(mAh·g-1) | Voltage range/V (vs Li+/Li) | T./℃ | C-rate /C | Capacity retention (cycles) | Ref |
|---|---|---|---|---|---|---|---|
| LiNi0.8Co0.1Mn0.1O2 | B | 194.7 | 2.8~4.3 | 25 | 0.1 | - | 84 |
| - | 0.5 | 98.2% (100) | |||||
| LiNi0.8Co0.1Mn0.1O2 | Ti | 201.5 | 2.8~4.3 | 25 | 1 | - | 85 |
| 166.7 | 3 | 92.02% (150) | |||||
| LiNi0.8Co0.1Mn0.1O2 | F | 202.7 | 2.8~4.3 | 25 | 0.1 | - | 88 |
| - | 1 | 86.84% (100) | |||||
| LiNi0.7Co0.1Mn0.2O2 | Nb | 204 | 3.0~4.5 | 25 | 0.1 | - | 89 |
| - | 45 | 1 | 73.18% (100) | ||||
| LiNi0.6Mn0.2Co0.2O2 | Zr | 188.9 | 2.8~4.5 | 25 | 1 | 98.5% (150) | 90 |
| 157.1 | 5 | 93.9% (250) | |||||
| LiNi0.8Co0.1Mn0.1O2 | P | 195.53 | 2.8~4.3 | 25 | 0.1 | - | 87 |
| - | 1 | 83.53% (100) |
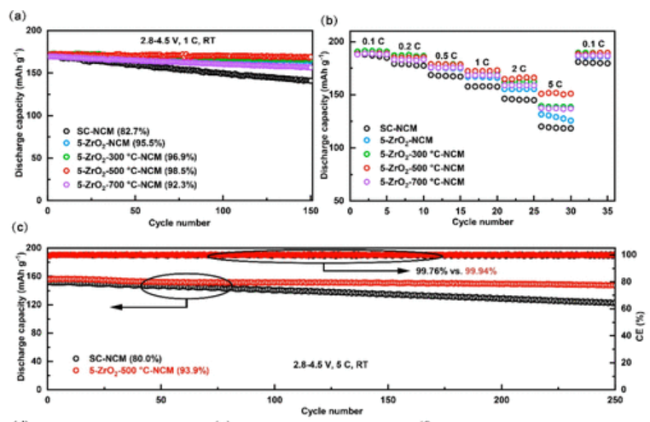
图5 未涂层单晶NCM样品和不同热处理温度下ALD ZrO2涂层单晶NCM样品在2.8~4.5 V电压范围内的(a) 循环性能和(b) 倍率性能;(c) 未涂层单晶NCM样品和5-ZrO2-500 ℃-NCM在5 C (1 C = 180 mA/g)、2.8~4.5 V电压范围内的循环性能[90]Fig. 5 (a) Cycle performance and (b) rate performance of SC-NCM and ALD ZrO2 coated SC-NCM annealed at different temperatures between 2.8 and 4.5 V; (c) cycle performance of SC-NCM and at 5-ZrO2-500 ℃-NCM at 5 C (1 C = 180 mA/g) between 2.8 and 4.5 V[90]. Copyright 2020, American Chemical Society |
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|
| [51] |
|
| [52] |
|
| [53] |
|
| [54] |
|
| [55] |
|
| [56] |
|
| [57] |
|
| [58] |
|
| [59] |
|
| [60] |
|
| [61] |
|
| [62] |
|
| [63] |
|
| [64] |
|
| [65] |
|
| [66] |
|
| [67] |
|
| [68] |
|
| [69] |
|
| [70] |
|
| [71] |
|
| [72] |
|
| [73] |
|
| [74] |
|
| [75] |
|
| [76] |
|
| [77] |
|
| [78] |
|
| [79] |
|
| [80] |
|
| [81] |
|
| [82] |
|
| [83] |
|
| [84] |
|
| [85] |
|
| [86] |
|
| [87] |
|
| [88] |
|
| [89] |
|
| [90] |
|
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}