
Electrophoretic Deposition in the Preparation of Electrolyte Thin Films for Solid Oxide Fuel Cells
Received date: 2022-11-07
Revised date: 2023-01-04
Online published: 2023-02-20
Supported by
Advanced Aviation Power Innovation institution and the Aero Engine Academy of China, and the Tsinghua University Initiative Scientific Research Program
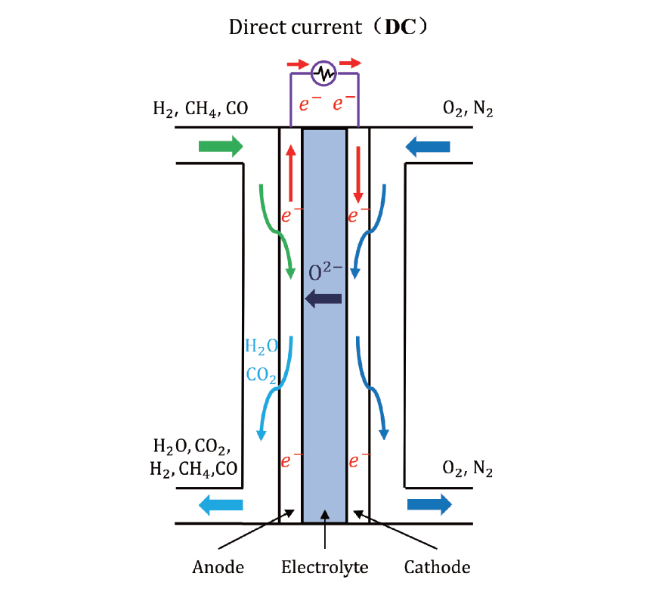
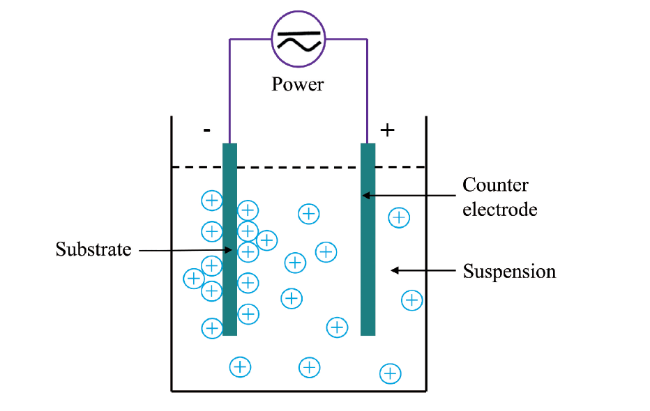
Solid oxide fuel cells (SOFCs) are power generation devices with high efficiency and low emissions. The high operating temperature (700~900 ℃) has impeded the wider adoption of SOFC stacks and limited their lifetime. This has motivated intense research efforts in developing SOFC stacks which can operate at lower temperatures. The thin electrolytes with a thickness smaller than 10 μm could shorten the ion conductive paths and reduce the associated ohmic loss, effectively improving the electrical performance of the low-temperature SOFC. The electrophoretic deposition process has the advantages of low cost and fast manufacturing speed. It is a potential candidate for large-scale commercial production of electrolyte thin films for low-temperature SOFC. In the present article, the research progress of electrophoretic deposition during the past ten years has been summarized. The key results and achievements for the important procedures of the electrophoretic deposition process, which are respectively substrate selection and pretreatment, stable suspension preparation, bubble elimination and heat treatment process, are also discussed and analyzed. The suggestions for future development of the electrophoretic deposition are also provided based on the requirements of large-scale commercialization of thin electrolyte for low-temperature SOFC.
1 Introduction
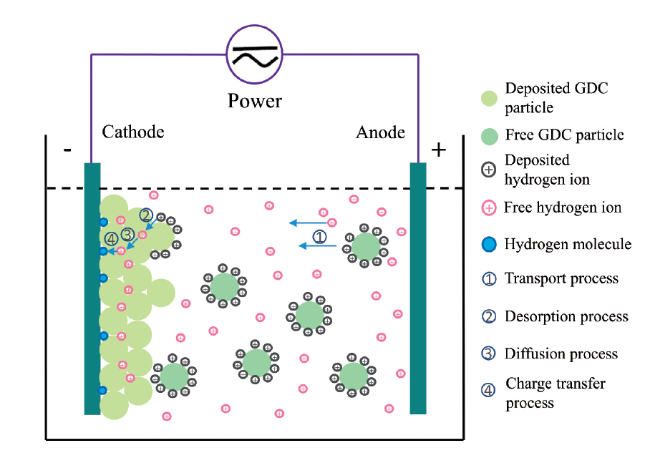
2 Fundamentals of the electrophoretic deposition process
3 Technical challenges and research progress of electrophoretic deposition process for the preparation of electrolyte thin films
3.1 Substrate selection and pretreatment
3.2 Stable suspension preparation
3.3 Bubble elimination
3.4 Heat treatment process
4 Conclusion and outlook

Bingguo Zhao , Yadi Liu , Haoran Hu , Yangjun Zhang , Zezhi Zeng . Electrophoretic Deposition in the Preparation of Electrolyte Thin Films for Solid Oxide Fuel Cells[J]. Progress in Chemistry, 2023 , 35(5) : 794 -806 . DOI: 10.7536/PC221104
表1 电泳沉积法制备SOFC超薄电解质薄膜工艺热处理过程Table 1 Heat treatment process of SOFC electrolyte thin films prepared by electrophoretic deposition |
| Electrolyte/ thickness/size | Substrate/dispersant/dispersion medium | Heat treatment(temperature, atmosphere) | EPD mode/ deposition time | Distance between substrate and electrode | Electrochemical performance | ref |
|---|---|---|---|---|---|---|
| YSZ/2.95 μm/- | Substrate: porous NiO-YSZ anode prepared by PIM method Dispersant: 5 wt% polyethylene glycol Dispersion medium: ethanol | Sintering: co-sintered at 1200~1400 ℃ for 1h (heating rate 3 ℃/min); Air atmosphere Reduction: reduced at 1250~1350 ℃ until open circuit voltage and impedance did not change; humidified H2 atmosphere | Voltage: 20~30 V Deposition time: 30~180 s | — | Peak power density: 0.013 W/cm2 (800 ℃) | 44 |
| GDC/~ 7.5 μm/- | Substrate: porous NiO-YSZ anode Dispersant: polyethyleneimine Dispersion medium: ethanol | Sintering: co-sintered at 1400 ℃ for 2 h | Voltage: 50 V(DC) | 2 cm | Peak power density: 0.011 W/cm2 (800 ℃) | 50 |
| SDC/10 μm/~1.2 cm2 | Substrate: porous NiO-BCS-CuO Dispersant: none Dispersion medium: isopropanol and acetylacetone | Drying: dried at room temperature for 24 h after EPD Sintering: co-sintered at 1450 ℃ for 5 h | Voltage: 200 V Deposition time: 60 s | 10 mm | Power density: 0.072 W/cm2 (750 ℃, 0.5 V) | 67 |
| YSZ/~ 3 μm/25× 25 mm2 | Substrate: porous NiO-YSZ anode with a conductive steel plane at the back Dispersant: Phosphate ester (PE) Dispersion medium: isopropanol | Sintering: sintered at 1000~1200 ℃ for 2 h | Voltage: 10~70 V Deposition time: 1~6 min | 4 cm | Peak power density: 0.90 W/cm2 (800 ℃) | 70 |
| YSZ/7.98 μm/- | Substrate: Stainless steel AISI-310 Dispersant: iodine Dispersion medium: isopropanol or acetone | Preheating: substrate is preheated at 300 ℃ for 60 min; air atmosphere | Current: 3~10 mA Deposition time: 5~25 min | 1 cm | — | 73 |
| GDC/1 ~ 2 μm /25 × 25 mm2 | Substrate: LSCF cathode Dispersant: 1.25% polyacrylic acid ammonium (PAAA) Dispersion medium: water | Drying: dried at 60 ℃ for 1 h Sintering: co-sintered at 1000 ℃ for 2 h (heating rate 2 ℃/min) | Voltage: 100 V (DC) Deposition time: 2 min | 15 mm | — | 88 |
| GDC/6 μm /4 cm2 | Substrate: YSZ electrolyte Dispersant: iodine Dispersion medium: ethanol | Sintering: YSZ and NiO-YSZ are co-sintered at 1400 ℃ for 4 h Sintering: GDC and LSCF-GDC are co-sintered at 1150 ℃ for 1.5 h | Voltage: -100 V ~ +80 V (AC) | 1 cm | Peak power density: 0.99 W/cm2 (800 ℃) | 94 38 |
| YSZ/ 2.92 μm /- | Substrate: Ni-YSZ anode Dispersant: none Dispersion medium: acetylacetone | Drying: dried at room temperature for a night after EPD Sintering: co-sintered at 1400 ℃ for 2 h | Voltage: 25 V Deposition time: 3 min | 1 cm | Peak power density: 0.477 W/cm2 (800 ℃, H2) | 99 |
| YSZ/10 μm/- | Substrate: porous NiO-YSZ anode Dispersant: Darvan 821-A Dispersion medium: acetylacetone | Drying: dried at room temperature for a night after EPD Sintering: co-sintered at 1450 ℃ for 5 h | Voltage: 50~300 V (DC) Deposition time: 1~5 min | 10 mm | Peak power density: 0.624 W/cm2 (800 ℃) | 100 |
| YSZ/5 μm/- | Substrate: porous NiO-YSZ anode Dispersant: 0.1 g/L iodine, 5 vol% acetylacetone and 2 vol% water Dispersion medium: isopropanol | Sintering: co-sintered at 1400 ℃ for 6 h (heating to 800 ℃ with heating rate of 50 ℃/h and then keeping 30 min; then heating to 1400 ℃ with heating rate of 75 ℃/h and keeping 6 h) | Voltage: 15~40 V (DC) Deposition time: 1~4 min | 2 cm | Power density: 0.91 W/cm2 (800 ℃, 0.7 V) | 101 |
| YSZ/ ~2.5 μm/- | — | Sintering: co-sintered at 1400 ℃ for 2 h (heating rate 1 ℃/min) | Voltage: 30 V Deposition time: 2 min | — | Peak power density: 0.077 W/cm2 (800 ℃) | 102 |
| BCSCuO/ 8 μm/ ~1.2 cm2 | Substrate: SDC Dispersant: iodine Dispersion medium: isopropanol and acetylacetone | Sintering: co-sintered at 1450 ℃ for 5 h | Voltage: 20~80 V Deposition time: 1~ 3 min | 1 cm | — | 103 |
| BSCF/ 10 μm/- | Substrate: porous BSCF Dispersant: polymethylmethacrylate Dispersion medium: reagent-grade ethanol | Sintering: co-sintered at 1100 ℃ for 3 h | Voltage: 150 V Deposition time: 5 min | 10 mm | — | 104 |
| [1] |
|
| [2] |
|
| [3] |
(赵秉国, 曾泽智, 郝长坤, 钱煜平, 诸葛伟林, 张扬军. 工程热物理学报, 2022, 43(11): 3029.).
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
(郭意博, 赵哲, 李宇超, 戚惠颖, 程谟杰. 电源技术, 2020, 44(09): 1297.).
|
| [24] |
(杜柯, 宋琛, 余敏, 陈丹, 郭宇, 刘太楷, 杨成浩, 刘敏. 硅酸盐学报, 2022, 50(07): 1929.).
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
https://www.webofscience.com/wos/alldb/basic-search.
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
(于静, 张勇, 蒲健, 沈淑馨, 王利捷, 周凡. 热加工工艺, 2018, 47(08): 11.).
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|
| [51] |
|
| [52] |
|
| [53] |
|
| [54] |
|
| [55] |
|
| [56] |
|
| [57] |
|
| [58] |
|
| [59] |
|
| [60] |
|
| [61] |
|
| [62] |
|
| [63] |
|
| [64] |
|
| [65] |
|
| [66] |
|
| [67] |
|
| [68] |
|
| [69] |
|
| [70] |
|
| [71] |
|
| [72] |
|
| [73] |
|
| [74] |
|
| [75] |
|
| [76] |
|
| [77] |
|
| [78] |
|
| [79] |
|
| [80] |
|
| [81] |
|
| [82] |
|
| [83] |
|
| [84] |
|
| [85] |
|
| [86] |
|
| [87] |
|
| [88] |
|
| [89] |
|
| [90] |
|
| [91] |
|
| [92] |
|
| [93] |
|
| [94] |
|
| [95] |
|
| [96] |
|
| [97] |
|
| [98] |
(陈超, 范宏誉, 邢守义, 周细应, 王伟, 袁建辉. 上海金属, 2020, 42(05): 5.).
|
| [99] |
|
| [100] |
|
| [101] |
|
| [102] |
|
| [103] |
|
| [104] |
|
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}