
Biodegradable Synthetic Fiber
Received date: 2024-06-25
Revised date: 2024-12-31
Online published: 2025-04-30
Supported by
National Natural Science Foundation of China(22179149)
Special Funds for Basic Scientific Research Operations of Central Universities(171gjc37)
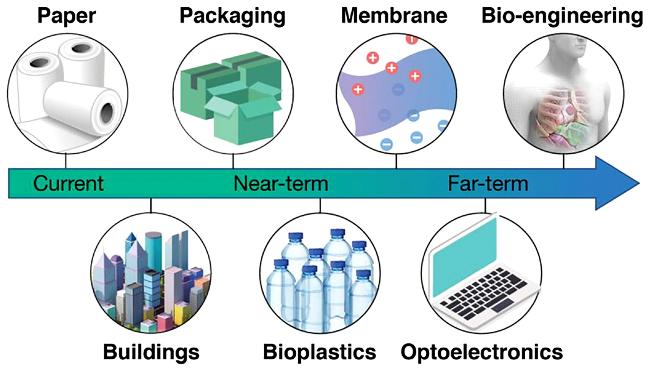
The rapid development of biodegradable plastics manufactured by chemical and biological processes,including the use of enzymes and microorganisms,makes it possible to reduce "white pollution" in specific areas by substituting biodegradable plastics with non-biodegradable ones. One type of one-dimensional material is fiber material,which is created by processing regular material in a particular way. The use of biodegradable materials in textiles,bio-medicine,and fiber-reinforced composites is extremely important. This paper reviews the biodegradable mechanism of materials,methods of manufacturing for biodegradable synthetic fiber,research status,and composite materials made of biodegradable synthetic fiber. It also describes the spinning molding techniques of materials and explains the relationship that some biodegradable plastics have with conventional fiber molding techniques. The challenges and prospects in the development of biodegradable synthetic fiber materials are also pointed out.
1 Introduction
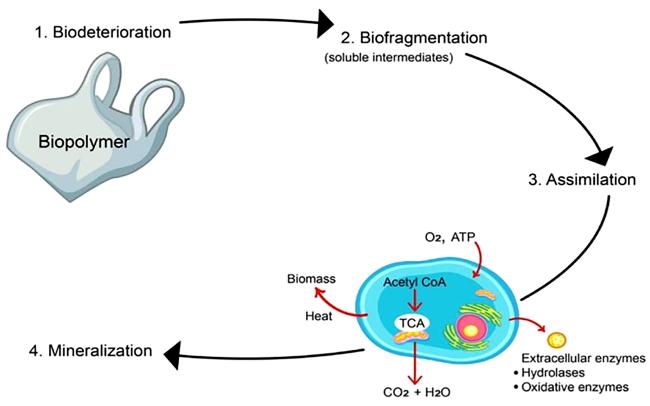
2 Biodegradable mechanism
3 Method for preparing biodegradable synthetic fibers
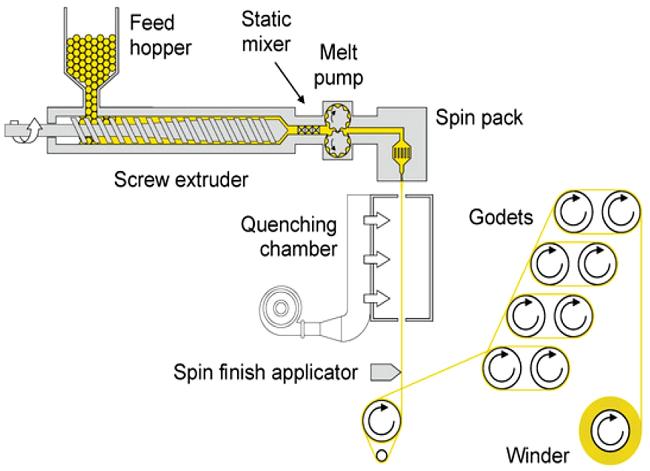
3.1 Melt spinning
3.2 Solvent spinning
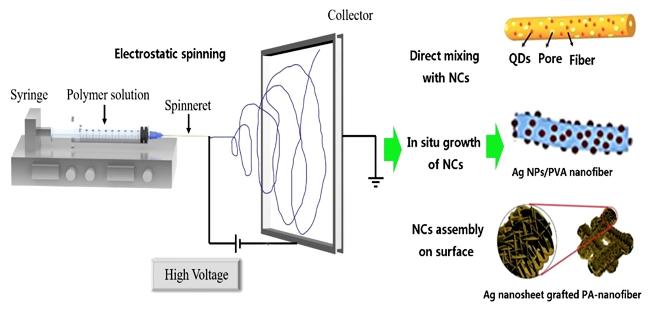
3.3 Electrostatic spinning
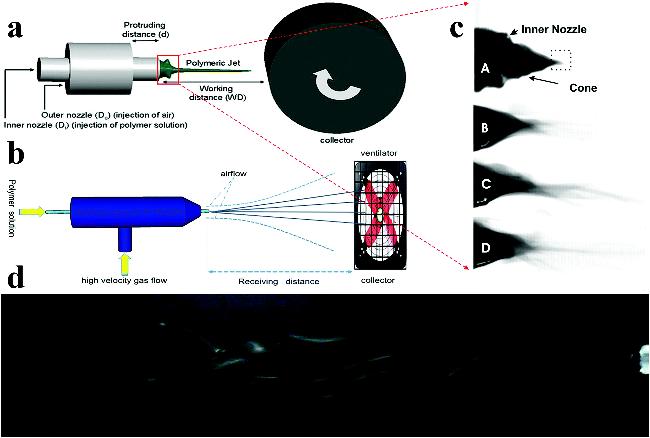
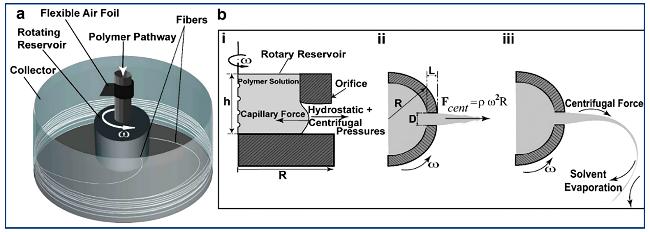
3.4 Centrifugal spinning
4 Research status of biodegradable synthetic fibers
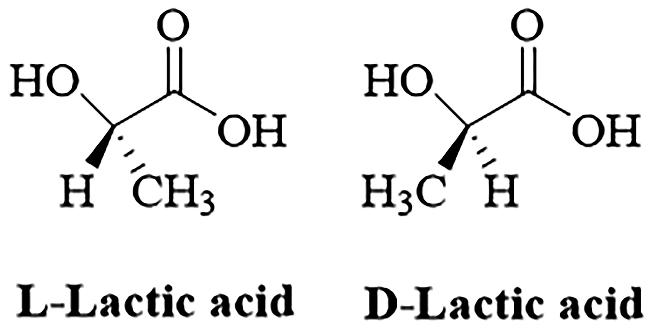
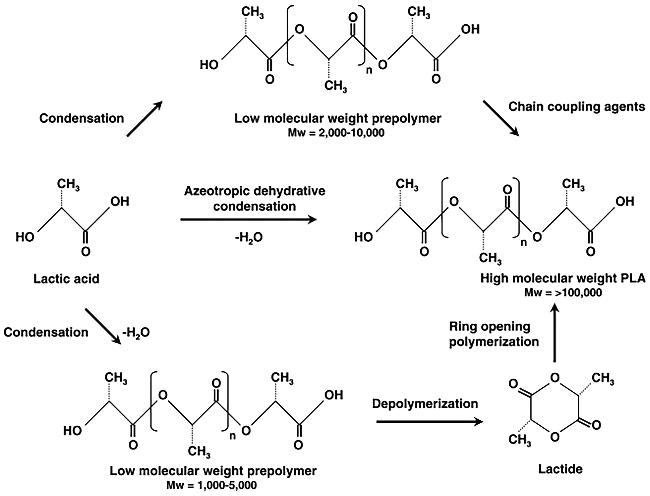
4.1 PLA fiber
4.2 PGA fiber
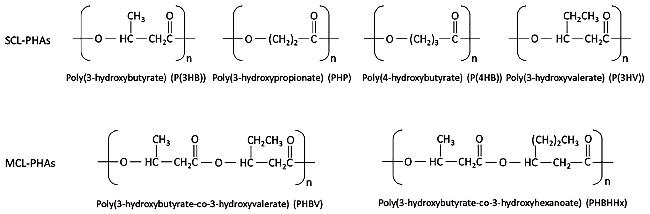
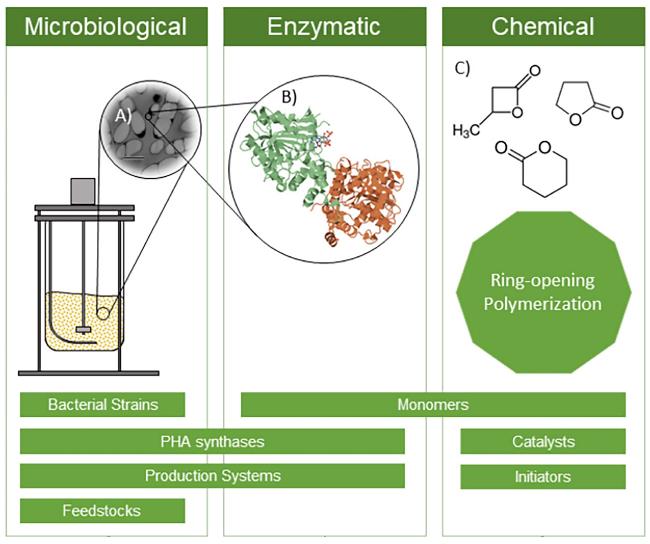
4.3 PHA fiber
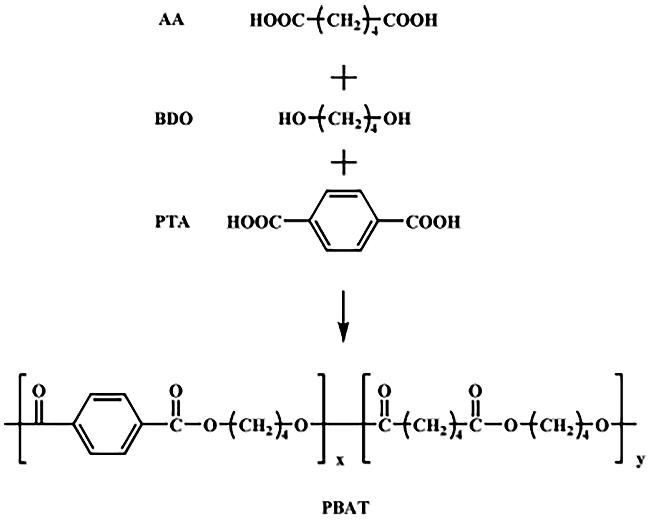
4.4 PBAT fiber
4.5 PCL fiber
4.6 PBS fiber
5 Biodegradable fiber composite materials
6 Conclusion and outlook
Key words: biodegradable; fiber; spinning; composite material
Jizhi Ai , Siyuan Li , Change Wu , Shuanjin Wang , Yuezhong Meng . Biodegradable Synthetic Fiber[J]. Progress in Chemistry, 2025 , 37(5) : 698 -714 . DOI: 10.7536/PC240615
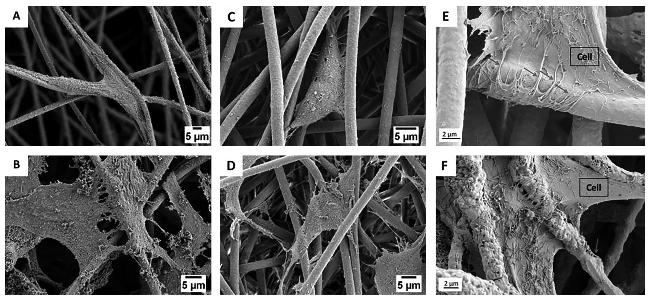
图15 SEM显微照片显示(A,B)成骨细胞和(C,D)成纤维细胞在(A,C)3天和(B,D)7天后与纤维相互作用;(E)PHBV纤维和(F)PHBV+HA纤维细胞培养7天后的细胞形态;红色箭头表示丝状伪足与纤维相互作用[74]Fig.15 SEM micrographs showed that(A,B)osteoblasts and(C,D)fibroblasts interacted with the fibers after(A,C)3 days and(B,D)7 days.(E)Cell morphology of PHBV fiber and(F)PHBV+HA fiber cells cultured for 7 days; red arrows indicate filamentous pseudopods interacting with fibers[74] |
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|
| [51] |
|
| [52] |
|
| [53] |
|
| [54] |
|
| [55] |
|
| [56] |
|
| [57] |
|
| [58] |
|
| [59] |
|
| [60] |
|
| [61] |
|
| [62] |
|
| [63] |
|
| [64] |
|
| [65] |
|
| [66] |
|
| [67] |
|
| [68] |
|
| [69] |
|
| [70] |
|
| [71] |
|
| [72] |
|
| [73] |
|
| [74] |
|
| [75] |
|
| [76] |
|
| [77] |
|
| [78] |
|
| [79] |
|
| [80] |
|
| [81] |
|
| [82] |
|
| [83] |
|
| [84] |
|
| [85] |
|
| [86] |
|
| [87] |
|
| [88] |
|
| [89] |
|
| [90] |
|
| [91] |
|
| [92] |
|
| [93] |
|
| [94] |
|
| [95] |
|
| [96] |
|
| [97] |
|
| [98] |
|
| [99] |
|
| [100] |
|
| [101] |
|
| [102] |
|
| [103] |
|
| [104] |
|
| [105] |
|
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}