
The Enhancing Mechanism of Binders,“Behind-the-Scenes Hero”,for the Performance of Micro-Electrolysis Fillers
Received date: 2024-12-19
Revised date: 2025-04-09
Online published: 2025-08-08
Supported by
the National Natural Science Foundation of China(52370089)
Natural Science Foundation of Shandong Province(ZR2024ME131)
For halogenated organic compounds,antibiotics,and other emerging contaminants that are persistent and highly toxic,micro-electrolysis fillers can effectively disrupt the chemical structures of these contaminant molecules and achieve the effect of deep mineralization through direct electron reduction and electrochemical oxidation. However,although the traditional micro-electrolysis process has achieved certain results,there are still many thorny problems. For example,the stability of the fillers is poor,their service life is short,and they are prone to caking and passivation,which leads to clogging of the reactor,requiring frequent replacement of the fillers. To overcome these problems,granulation is usually employed to increase the interfacial bonding strength between iron powder and activated carbon powder. However,previous studies have often focused on the influence of the composition or preparation methods of the fillers on their performance,while the role of the binders has been subtle and difficult to detect. Through in-depth investigations,it has been found that binders play a key role as the 'unsung heroes' in enhancing the performance of micro-electrolysis fillers and that their functional groups and chemical structures have a profound effect on the performance of the fillers. They can not only strengthen the mechanical strength of fillers,improve their stability and anti-passivation ability,promote the mass transfer process,prevent filler caking,and prolong the service life of fillers,but also increase the utilization rate of electrons and catalyze the occurrence of reactions,thereby further enhancing the degradation activity of emerging pollutants. Given this,this paper systematically summarizes the interfacial bonding mechanisms of commonly used binders in different granulation methods,analyses the deep action mechanisms of binders in enhancing the performance of micro-electrolysis fillers,discusses the influence laws of binder types and contents on the fillers,and looks forward to the development of new fillers,and looks forward to the development of new high-performance binder materials,the optimizing of the process parameters of binders in the filler preparation process,and the in-depth exploration of the action mechanisms between binders and active components of fillers,with the expectation of promoting the development of micro-electrolysis fillers in the field of environmental management.
1 Introduction
2 Interfacial bonding mechanism during granulation of commonly used binders
2.1 Inorganic binder
2.2 Organic binder
2.3 Composite binder
2.4 Comparison of the performance of binders
3 The main methods of binder granulation
3.1 Sintering
3.2 Carbothermal reduction
3.3 Gelation
3.4 Liquid phase reduction
3.5 Burden
3.6 Comparison of granulation methods
4 Extended life cycle
4.1 Optimization of filler mechanical strength
4.2 Improved filler stability
5 Enhanced electronic utilization
5.1 Broadening the path of e-transfer
5.2 Modulation of electron transfer
6 Improvement of reaction efficiency
6.1 Catalytic activation
6.2 Promotion of micro-electrolysis
6.3 Adsorption and flocculation
7 Factors affecting binder granulation
7.1 Types of binders
7.2 Content of binders
8 Conclusion and outlook
Shiying Yang , Ximiao Ma . The Enhancing Mechanism of Binders,“Behind-the-Scenes Hero”,for the Performance of Micro-Electrolysis Fillers[J]. Progress in Chemistry, 2025 , 37(8) : 1117 -1130 . DOI: 10.7536/PC241209
表1 基于黏结剂强化微电解填料性能的作用机制典型案例汇总Table 1 A summary of typical cases of the mechanism of action of binders to enhance the performance of micro-electrolytic fillers |
| Mechanism | Binder | Methods | Results | Ref |
|---|---|---|---|---|
| Extended life cycle | PVA | Gelation | FAC and PVA had formed a chemical bond,which made the FAC tightly loaded on the porous structure of PVA. And the granules an adsorption capacity of fluoride ions of 4.46 mg/g. | 82 |
| PTFE | Sintering | MO (∼80.2%) was removed within 90 min in three cycles using the pre-Fe—C process,which the Fe—C process achieved after two cycles. | 114 | |
| PTFE | Sintering | The MO removal efficiency decreased from 98.3% to 86.4% after four cycles,which demonstrates the promise of Fe—C for practical application to wastewater treatment. | 107 | |
| Sodium silicate | Carbothermal reduction | The maximum Pb(Ⅱ) adsorption capacity of the FCC reached 112.36 mg/g at initial pH 3.0 and at 25 °C. | 33 | |
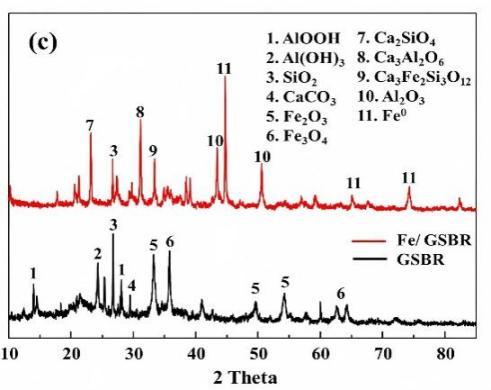
| Bentonite | Carbothermal reduction | Porous and zero-valent iron-rich adsorbent material with high strength and adsorption activity. the regeneration effect of Fe/GSBR is good and has great potential to be applied to actual wastewater treatment. | 92 | |
| Bentonite | Carbothermal reduction | Fe/GSBR was 305.98 mg/kg,which is a superior performance compared to with the same type of adsorbent. | 92 | |
| Bentonite | Carbothermal reduction | The results indicated that Fe@GRM/PS had a higher AO7 removal capacity. | 93 | |
| Bentonite | Sintering | A key achievement of this study is the dramatic reduction in COD levels from 90 000 mg/L to 30 000 mg/L,a 66.9% efficiency,by employing iron-carbon micro-electrolysis in tandem with Fenton oxidation. | 10 | |
| Bentonite | Sintering | After 32 h of continuous operation,the degradation rate of IBX was about 85%,indicating that the filler has good stability. | 24 | |
| CMC,Kaolin | Sintering | The removal rate of methyl blue in the dye wastewater reached 92.21%,Cu(Ⅱ),Cd(Ⅱ),and Pb(Ⅱ) heavy metal ions at rates of up to 97.32%,96.58%,and 99.38%,respectively. | 66 | |
| Enhanced electronic utilization | SA,Bentonite | Gelation | The catalyst effectively inhibited excessive iron leaching and iron sludge production during the reaction and removed significant amounts of BAC (93.3%). | 59 |
| SA,Bentonite | Gelation | Approximately 86.3% APAP degradation efficiency and only 5.3% Fe release were achieved. | 86 | |
| Sodium carboxymethyl | Carbothermal reduction | The removal rate of OG remained about 100% in the fourth run,indicating that the prepared PSi@ZVI was reusable and maintained the high activity. | 95 | |
| Improved reaction efficiency | Clay | Sintering | The maximum of the U(Ⅵ) removal efficiency was 94.0% near 90 min. High uranium removal rate could be obtained in a short time,which is one of the important advantages of IMP. | 52 |
| CMC,Bentonite | Sintering | In the treatment of oil refinery wastewater using an Fe-BC-Cu filler,around 80% COD removal efficiency was attained,even after running over 10 cycles. | 87 | |
| Bentonite | Sintering | The degradation of SCN- (including oxidation and reduction) accounted for 71.41% in the Fe/Cu/C system. | 43 | |
| Bentonite | Sintering | Fe-SS could maintain >94.7% removal efficiency in response to wide pH (pH = 3~11) and higher concentration of antimony pollution shock. | 111 | |
| CMC,Kaolin | Liquid phase reduction,Sintering | A remarkable TCE removal efficiency of 88.15% in a 40-day column test using NIMP. | 54 |
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|
| [51] |
|
| [52] |
|
| [53] |
|
| [54] |
|
| [55] |
|
| [56] |
|
| [57] |
|
| [58] |
|
| [59] |
|
| [60] |
|
| [61] |
|
| [62] |
|
| [63] |
|
| [64] |
|
| [65] |
|
| [66] |
|
| [67] |
|
| [68] |
|
| [69] |
|
| [70] |
|
| [71] |
|
| [72] |
|
| [73] |
|
| [74] |
|
| [75] |
|
| [76] |
|
| [77] |
|
| [78] |
|
| [79] |
|
| [80] |
|
| [81] |
|
| [82] |
|
| [83] |
|
| [84] |
|
| [85] |
|
| [86] |
|
| [87] |
|
| [88] |
|
| [89] |
|
| [90] |
|
| [91] |
|
| [92] |
|
| [93] |
|
| [94] |
|
| [95] |
|
| [96] |
|
| [97] |
|
| [98] |
|
| [99] |
|
| [100] |
|
| [101] |
|
| [102] |
|
| [103] |
|
| [104] |
|
| [105] |
|
| [106] |
(张鹏, 成先雄, 连军锋, 陈于梁, 王磊. 化工进展, 2020, 39(11): 4708).
|
| [107] |
|
| [108] |
|
| [109] |
|
| [110] |
(曾祥平, 杨占强, 丁文川, 曾晓岚. 环境科学与技术, 2023, 46(8): 209).
|
| [111] |
|
| [112] |
|
| [113] |
|
| [114] |
|
| [115] |
|
| [116] |
|
| [117] |
|
| [118] |
|
| [119] |
|
| [120] |
|
| [121] |
|
| [122] |
|
| [123] |
|
/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}