
Single Crystallization of Layered Nickel-Rich Cathode Materials
Received date: 2024-03-01
Revised date: 2024-05-22
Online published: 2024-07-01
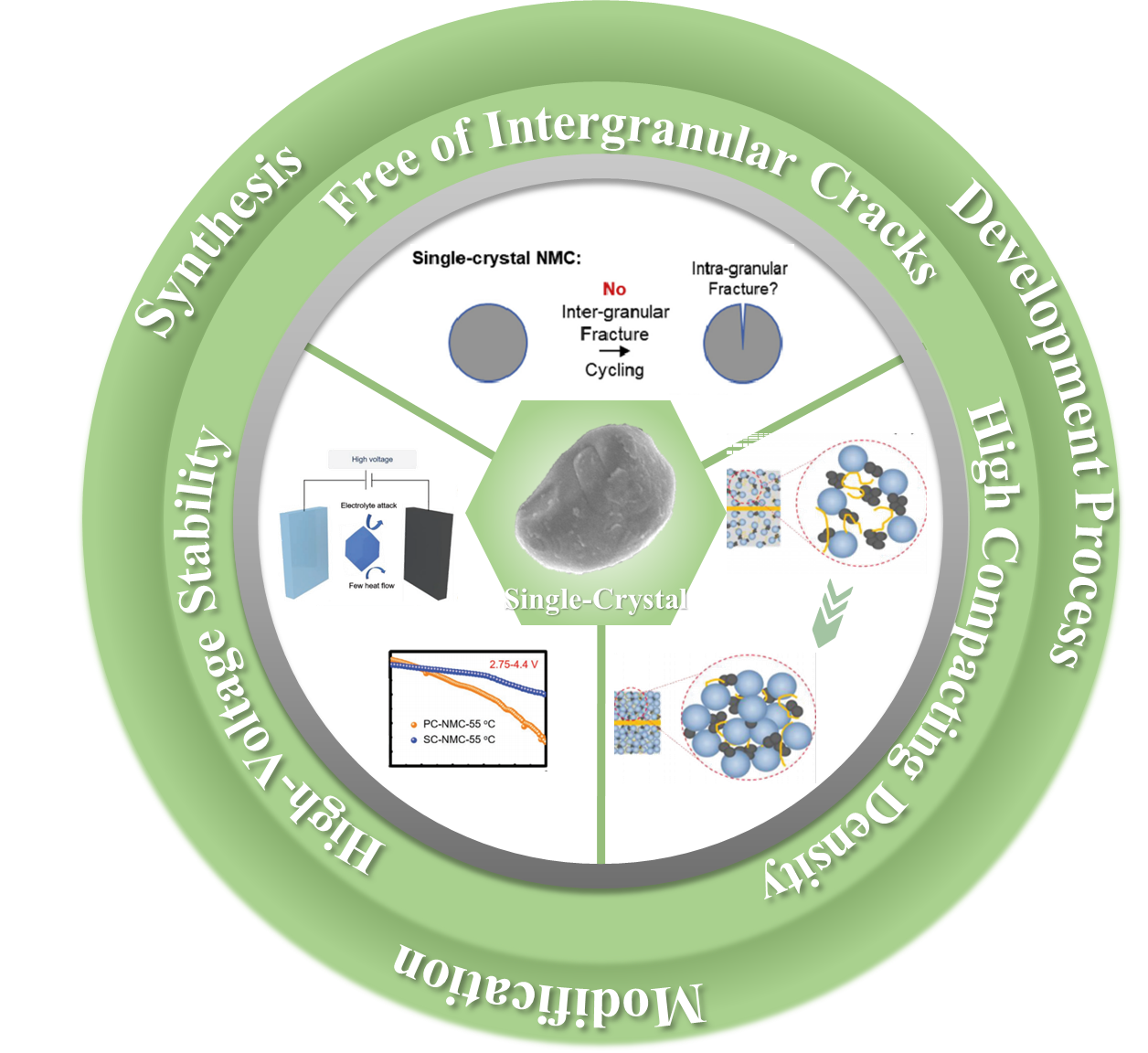
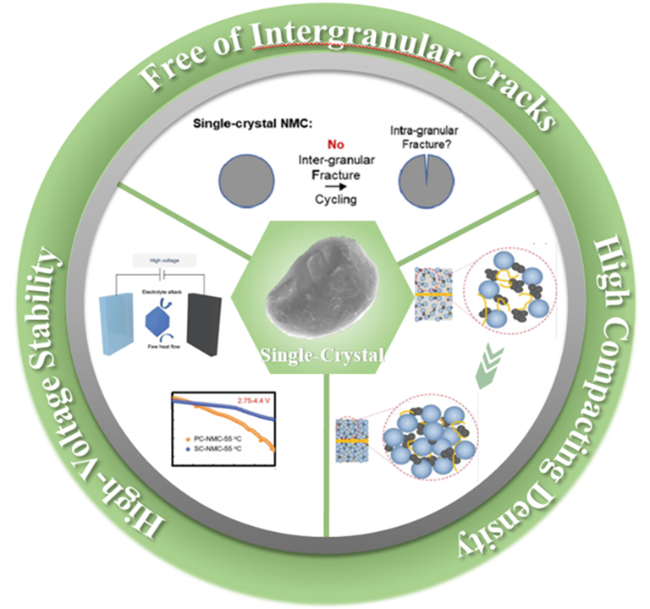
Nickel-rich-manganese-cobalt oxide (NMC) ternary cathode materials are considered to be one of the most promising cathode materials for lithium-ion batteries due to their high specific capacity and high power. However, most of the current nickel-rich ternary layered materials are polycrystalline particles, and their volumetric energy density and cyclic stability are not satisfactory. Therefore, independent and well-dispersed single-crystal nickel-rich ternary layered materials (SC-NMCs) can be used as the best candidates to replace polycrystalline nickel-rich ternary cathodes. In this paper, we systematically review how to synthesize SC-NMCs and their corresponding relationship with the properties of single-crystal from the perspectives of precursor preparation, material sintering and lithium salt supplementation. Secondly, the performance advantages of SC-NMCs compared with polycrystalline materials are comprehensively summarized, especially the morphology without cracks between particles, which shows good cycling performance. Thirdly, in view of the disadvantages and challenges of the current SC-NMCs, the modification strategies of SC-NMCs, such as element doping, surface modification and double modification, are comprehensively introduced. This review puts forward innovative views on the synthesis and modification of SC-NMCs and provides directional guidance for the application and development of single-crystal nickel-rich ternary layered cathode materials for next-generation lithium-ion batteries.
Contents
1 Introduction
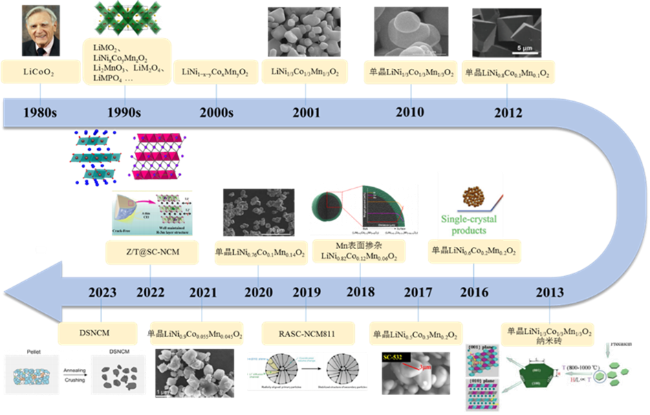
2 The development process of SC-NMCs
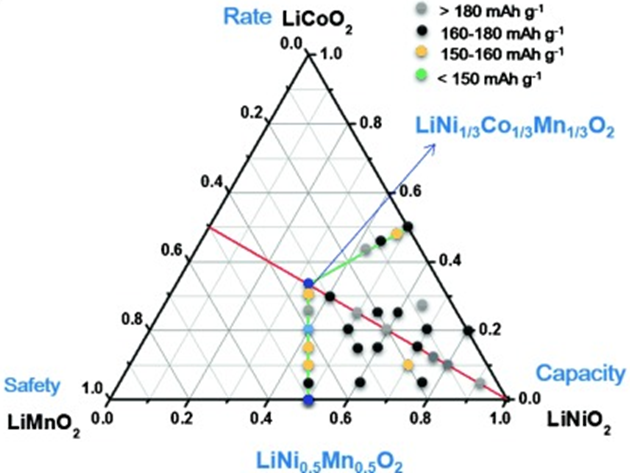
2.1 From low to high nickel
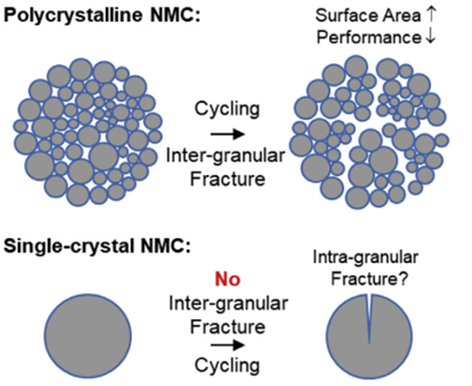
2.2 From PC-NMCs to SC-NMCs
3 Basic properties and advantages of SC-NMCs
3.1 Free of intergranular cracks
3.2 High compacting density
3.3 High-voltage stability
4 The synthesis of SC-NMCs
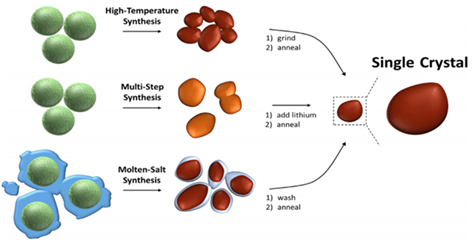
4.1 Solid-phase reaction high-temperature calcination
4.2 Multi-step calcination
4.3 Molten-salt method
5 The modification of SC-NMCs
5.1 Elemental doping
5.2 Coating
5.3 Double modification
6 Conclusion and outlook
Luqi Hao , Xinyu Zhu , Yongjian Li , Qing Huang , Ning Li , Yuefeng Su . Single Crystallization of Layered Nickel-Rich Cathode Materials[J]. Progress in Chemistry, 2024 , 36(10) : 1581 -1593 . DOI: 10.7536/PC240301
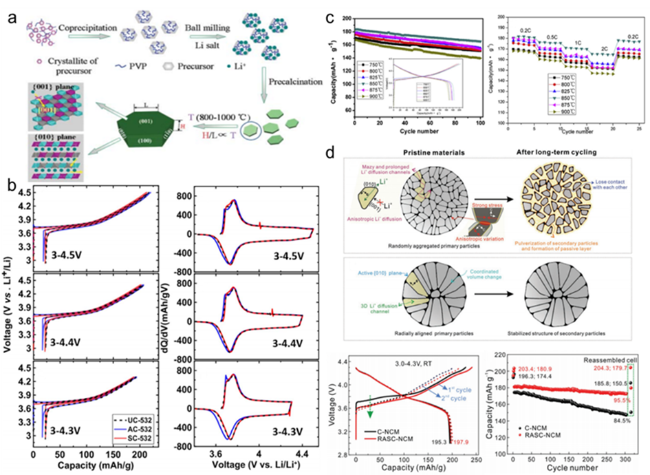
图3 (a) 单晶LNMC111纳米砖制备示意图[36];(b) 不同电压下单晶NMC532与多晶电化学性能示意图[37];(c) 单晶NMC622电化学性能示意图[38];(d) RASC-NMC材料的结构特性和电化学性能示意图[40]Fig. 3 (a) Schematic diagram of preparing single-crystal LNMC111 nanobricks[36]. Copyright 2013, Elsevier. (b) Schematic diagram of electrochemical performance of single crystal NMC532 and polycrystal at different voltages[37]. Copyright 2017, Elsevier. (c) Schematic diagram of electrochemical performance of single crystal NMC622[38]. Copyright 2016, Elsevier. (d) Schematic diagram of structural properties and electrochemical properties of RASC-NMC materials[40]. Copyright 2019, Elsevier |
表1 不同改性方式改进单晶高镍正极材料电化学性能总结Table 1 Summary of electrochemical properties of monocrystalline high nickel cathode materials improved by different modification methods |
| modification method | Initial discharge specific capacity(mAh·g-1) | Xth discharge specific capacity(mAh·g-1) | Xth capacity retention rate |
|---|---|---|---|
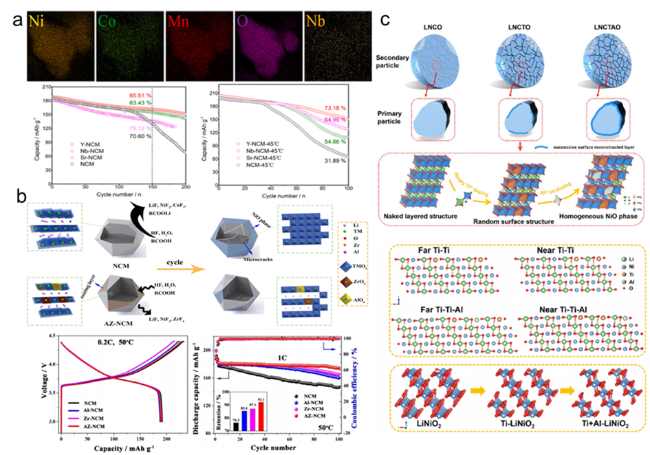
| Nb doping[86] | 204.0 | 174.4 | 85.5%(150) |
| Al/Zr doping [87] | ∼192.0 | ∼176.8 | 92.1%(100) |
| Al/Ti doping [88] | 197.7 | 185.4 | 93.8%(100) |
| TiO2 coating[94] | ∼187.0 | 176.2 | 94.2%(200) |
| Li3PO4 coating [95] | 250.0 | 187.0 | 74.8%(100) |
| LiF coating [96] | ∼170.0 | ∼139.7 | 82.2%(200) |
| Li2TiO3 coating +Ti doping[100] | 175.9 | 155.7 | 88.5%(100) |
| B2O3/Li3BO3 coating +B3+doping[85] | 208.8 | 182.5 | 87.4%(150) |
| Al/Zr co-doping (Li2ZrO3+Al doping)[101] | 221.6 | 163.0 | 73.6%(150) |
图7 (a)Nb5+掺杂样品的EDS以及Nb5+、Sr2+、Y3+掺杂样品不同温度下的循环性能示意图[86];(b)Al/Zr共掺杂的协同效应示意图[87];(c)Ti/Al共掺杂构型示意图[88]Fig. 7 (a) Schematic diagram of cyclic performance before and after Nb ion doping[86]. Copyright 2021, Elsevier. (b) Schematic diagram of the synergistic effect of Al/Zr co-doping[87]. Copyright 2021, Elsevier. (c) Schematic diagram of Ti/Al co-doping[88]. Copyright 2020, Elsevier |
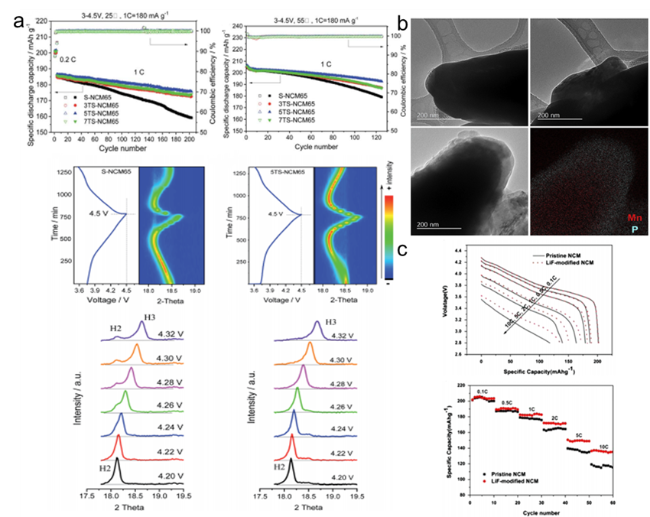
图8 (a)纳米TiO2包覆循环性能以及原位XRD示意图[94];(b)Li3PO4包覆TEM示意图[95];(c)LiF改性电化学性能示意图[96]Fig. 8 (a) Schematic diagram of cycling performance of nano TiO2 before and after coating[94]. Copyright 2022, Elsevier. (b) Schematic diagram of Li3PO4 coating TEM[95]. Copyright 2019, Elsevier. (c) Schematic diagram of electrochemical performance of LiF modification[96]. Copyright 2013, Elsevier |
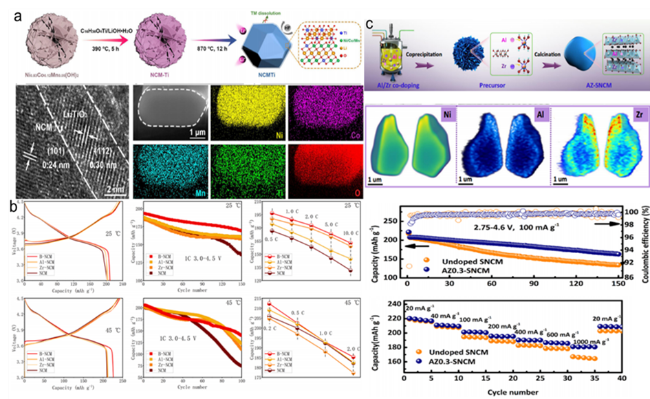
图9 (a)表面Li2TiO3包覆和体相Ti掺杂的双重改性策略示意图以及相应TEM、EDS图[100];(b)H3BO3改性电化学性能示意图[85];(c)Al/Zr原位共掺杂协同效应示意图[101]Fig. 9 (a) Schematic diagram of the dual modification strategy of surface Li2TiO3 coating and bulk Ti doping[100]. Copyright 2022, Elsevier. (b) Schematic diagram of electrochemical performance of H3BO3 modification[85]. Copyright 2022, Elsevier. (c) Schematic diagram of Al/Zr in situ co-doping synergies[101]. Copyright 2022, Elsevier |
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|
| [51] |
|
| [52] |
|
| [53] |
|
| [54] |
|
| [55] |
|
| [56] |
|
| [57] |
|
| [58] |
|
| [59] |
|
| [60] |
|
| [61] |
|
| [62] |
|
| [63] |
|
| [64] |
|
| [65] |
|
| [66] |
|
| [67] |
|
| [68] |
|
| [69] |
|
| [70] |
|
| [71] |
|
| [72] |
|
| [73] |
|
| [74] |
|
| [75] |
|
| [76] |
|
| [77] |
|
| [78] |
|
| [79] |
|
| [80] |
|
| [81] |
|
| [82] |
|
| [83] |
|
| [84] |
|
| [85] |
|
| [86] |
|
| [87] |
|
| [88] |
|
| [89] |
|
| [90] |
|
| [91] |
|
| [92] |
|
| [93] |
|
| [94] |
|
| [95] |
|
| [96] |
|
| [97] |
|
| [98] |
|
| [99] |
|
| [100] |
|
| [101] |
|
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}