
Laser Additive Manufacturing Inconel 718 Matrix Composites and Their Mechanical Performances
Received date: 2025-01-01
Revised date: 2025-03-31
Online published: 2025-09-01
Supported by
National Natural Science Foundation of China(U23A20559)
National Natural Science Foundation of China(52272021)
National Natural Science Foundation of China(52232002)
The Major Program (JD) of Hubei Province(2023BAA023)
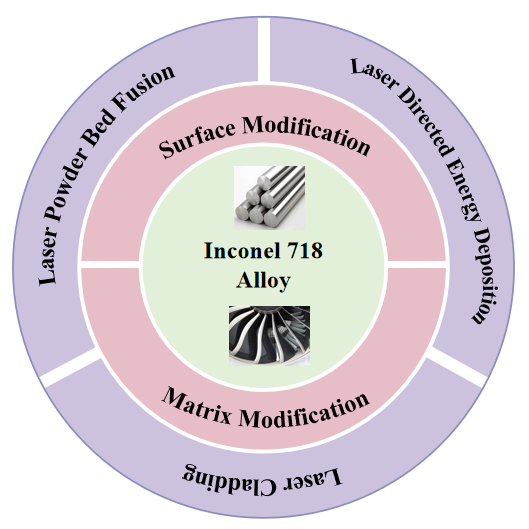
Owing to its high temperature strength, high ductility and good corrosion resistance, Inconel 718 (IN718) alloy had broad application prospects in aerospace, military and energy fields. However, the low hardness and wear resistance of IN718 alloy severely limited its application. To solve these problems, one of the feasible strategies was to modify the composition/microstructure of IN718 alloy. Laser additive manufacturing methods had the capabilities of effectively regulating the composition and microstructure of composite materials, so as to enhance their mechanical performances. Herein, the intrinsic properties and compositional modification strategies of IN718-matrix composites were first introduced, and then the advantages and limitations of laser-additive-manufactured IN718-matrix composites were summarized, respectively. Subsequently, the evolution laws of microstructural morphologies and mechanical performances of IN718-matrix composites prepared by laser additive manufacturing methods were summarized. Finally, the key scientific problems in modifying the preparation method, regulating microstructure and optimizing mechanical performances of IN718-matrix composites were respectively clarified, and the future developments were prospected.
1 Introduction
2 Modification of IN718 alloy
2.1 Surface modification
2.2 Matrix modification
3 Laser additive manufacturing methods for IN718 matrix composites
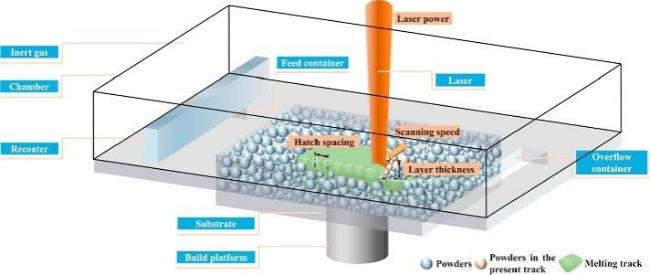
3.1 Laser Powder Bed Fusion
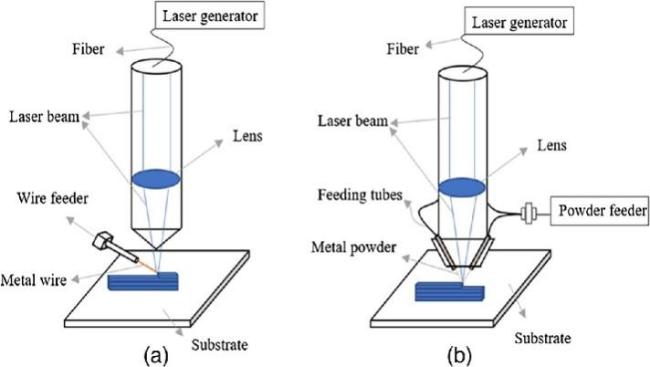
3.2 Laser Directed Energy Deposition
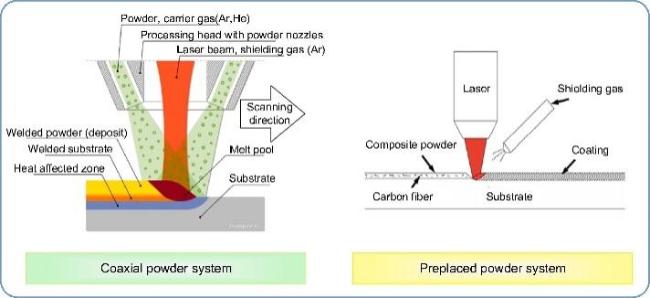
3.3 Laser Cladding
4 Microstructure and mechanical performances of laser additive manufacturing IN718 matrix composites
4.1 Surface modification
4.2 Matrix modification
5 Conclusion and outlook
Zhong Qiaofang , Li Mengjie , Hu Yanqiu , Qu Chao , Zhang Haijun , Liu Jianghao . Laser Additive Manufacturing Inconel 718 Matrix Composites and Their Mechanical Performances[J]. Progress in Chemistry, 2025 , 37(9) : 1384 -1396 . DOI: 10.7536/PC20250101
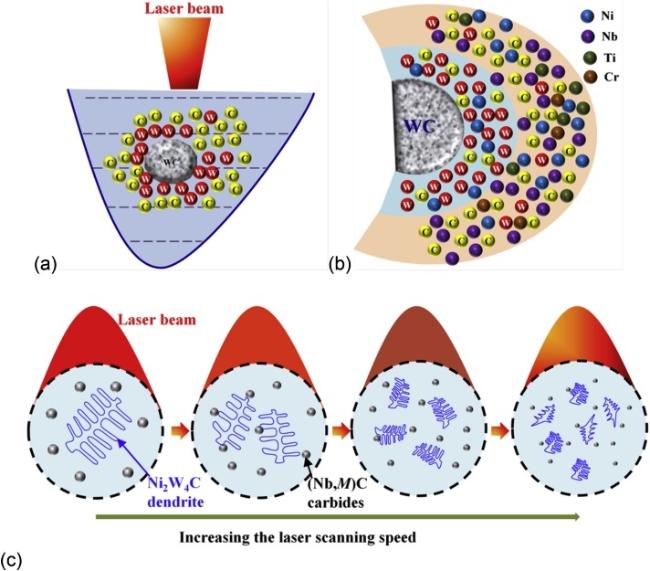
图6 不同扫描速度下WC-IN718复合材料在LPBF过程中的微观结构演变机理:(a) WC颗粒表面微熔时碳原子和钨原子在WC颗粒周围的扩散行为;(b) 原子扩散区的放大图;(c) 随着激光扫速的增加,凝固过程中熔池内一次枝晶和(Nb,M)C碳化物的变化[76]Fig.6 Schematics illustrating the evolution mechanism of microstructure of WC-IN718 composite with variable scanning speed during LPBF: (a) diffusion behavior of carbon and tungsten atoms surrounding the incorporating WC particles during the slight surface melting; (b) large magnification of diffusion regions of atoms; (c) development of primary dendrite and (Nb, M)C carbides within molten pool as increasing the laser scanning speed during solidification[76] |
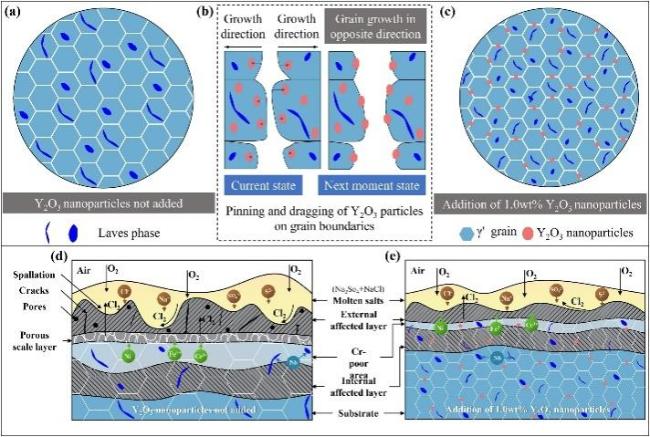
图8 (a) 未添加Y2O3纳米颗粒的IN718涂层晶粒; (b) 添加Y2O3后的晶粒细化过程; (c) 含1.0 wt% Y2O3的涂层晶粒; (d) 未添加Y2O3时的热腐蚀机理; (e) 添加1.0 wt% Y2O3时的腐蚀机理[85]Fig.8 (a) The IN718 coating grains without the addition of Y2O3 nanoparticles; (b) the grain refinement process after the addition of Y2O3; (c) the coating grains with 1.0 wt% Y2O3; (d) the hot corrosion mechanism for not added Y2O3; (e) The corrosion mechanism for the addition of 1.0 wt% Y2O3[85] |
表1 各类增强相对IN718基复合材料力学性能的影响Table 1 Effects of various reinforcement on mechanical properties of IN718-matrix composites |
| Reinforcement | Hardness (GPa) | Tensile strength (GPa) | Yield strength (GPa) | Elongation (%) | ref |
|---|---|---|---|---|---|
| TiC | 2.96 | 1.46 | 1.18 | 7.08 | 66 |
| 4.00 | - | - | - | 69 | |
| - | 1.37 | - | - | 70 | |
| 6.07 | - | - | - | 73 | |
| WC | 3.88 | - | - | - | 75 |
| 4.66 | 1.46 | - | 19.74 | 76 | |
| TiB2 | 4.35 | - | - | - | 78 |
| 8.28 | - | - | - | 79 | |
| 5.67 | - | - | - | 80 | |
| ZrB2 | 5.65 | 1.16 | 1.09 | 5.00 | 81 |
| Al2O3 | 4.98 | 1.26 | 1.11 | 13.40 | 83 |
| Y2O3 | - | 1.19 | 0.86 | 27.60 | 84 |
| GNPs | 4.98 | 1.42 | 1.18 | 4.30 | 89 |
| - | 1.51 | 1.45 | - | 87 | |
| Al | 5.43 | - | - | - | 15 |
| [1] |
( 黄金鑫, 孙中刚, 常辉, 唱丽丽, 邢飞, 周廉. 稀有金属材料与工程, 2020, 49(08): 2813 ).
|
| [2] |
庄景云, 杜金辉, 邓群, 曲敬龙, 吕旭东. 变形高温合金GH4169. 北京: 冶金工业出版社, 2006).
|
| [3] |
|
| [4] |
De Bartolomeis A,
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
孟贵如. 东北大学硕士论文, 2021 ).
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
( 石晨晓, 刘元富, 李勇, 孙广宝, 张政, 冯志成. 稀有金属材料与工程, 2019, 48(5): 1497).
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
( 贾晓慧, 胡亚宝, 宋欣灵, 方艳, 雷剑波. 表面技术, 2022, 51(12): 329).
|
| [22] |
|
| [23] |
|
| [24] |
( 牛薪, 晁明举, 周笑薇, 王东升, 袁斌. 中国激光, 2005, 32(11): 1583 ).
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
( 张丹丹, 郭长虹, 勾兴军, 战再吉. 燕山大学学报, 2014, 38(6): 484 ).
|
| [36] |
|
| [37] |
|
| [38] |
( 顾冬冬, 张红梅, 陈洪宇, 张晗, 席丽霞. 中国激光, 2020, 47(5): 0500002).
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
贾清波. 南京航空航天大学硕士论文, 2015).
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|
| [51] |
( 张昊, 戴冬华, 石新宇, 历彦泽, 袁鲁豪, 黄广靖, 顾冬冬. 中国激光, 2022, 49(14): 1402208).
|
| [52] |
|
| [53] |
( 张天刚, 孙荣禄. 中国激光, 2018, 45(1): 102002).
|
| [54] |
|
| [55] |
|
| [56] |
|
| [57] |
( 陈瑶, 王华明. 稀有金属材料与工程, 2003, 32(10): 840).
|
| [58] |
|
| [59] |
|
| [60] |
王辰阳. 沈阳工业大学硕士论文, 2021).
|
| [61] |
|
| [62] |
|
| [63] |
|
| [64] |
|
| [65] |
( 石齐民, 顾冬冬, 顾荣海, 陈文华, 戴冬华, 陈洪宇. 稀有金属材料与工程, 2017, 46(6): 1543 ).
|
| [66] |
( 李惠, 张建勋, 卢秉恒. 中国激光, 2023, 50(8): 0802307).
|
| [67] |
|
| [68] |
( 鲁耀钟, 雷卫宁, 任维彬, 陈世鑫. 表面技术, 2020, 49(9): 233).
|
| [69] |
( 吴军, 金杰, 朱冬冬, 徐军飞, 张玉良. 表面技术, 2021, 50(9): 225 ).
|
| [70] |
|
| [71] |
|
| [72] |
|
| [73] |
|
| [74] |
|
| [75] |
|
| [76] |
|
| [77] |
|
| [78] |
|
| [79] |
|
| [80] |
|
| [81] |
|
| [82] |
|
| [83] |
|
| [84] |
|
| [85] |
|
| [86] |
|
| [87] |
|
| [88] |
|
| [89] |
|
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}