
Preparation and Application of Direct Electrospun Fibrous Sponges
Received date: 2023-04-10
Revised date: 2023-07-16
Online published: 2023-09-11
Supported by
National Natural Science Foundation of China(51802347)
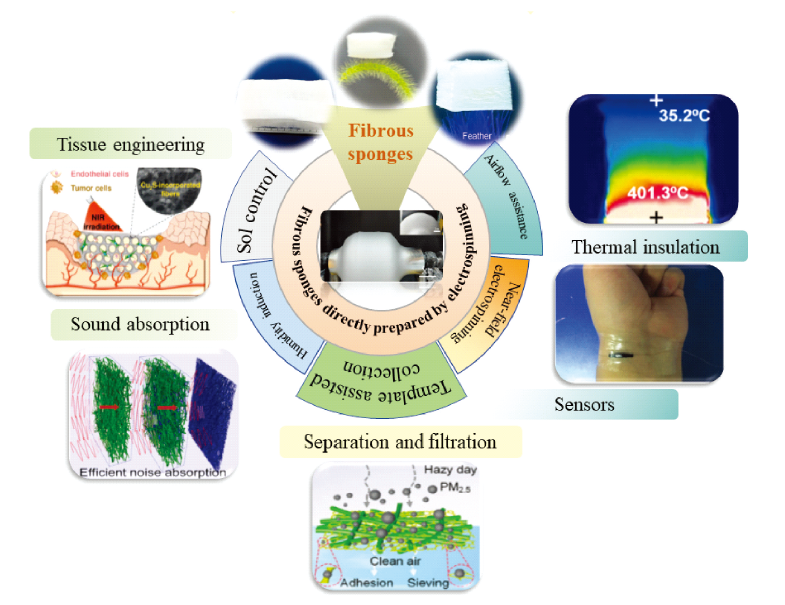
Electrospun fibrous sponge is a fluffy three-dimensional (3D) material based on one-dimensional fibers. The increase of dimension makes this material have many more prominent advantages than traditional electrospun films, so it has shown great application potential in various fields. With the in-depth study of the three-dimensional structure of electrospinning, it has become a current challenge to obtain stable fibrous sponges directly by electrospinning and improve their performance. In this paper, various new strategies for preparing fibrous sponges by direct electrospinning in recent years are reviewed in detail. Firstly, the mechanism, characteristics and representative research results of different methods are analyzed and summarized. Then the application status of this material in the fields of tissue engineering, environmental governance, safety protection and intelligent equipment is introduced. Finally, the future development trend of electrospinning fibrous sponge is prospected.
1 Introduction
2 Preparation process of direct electrospinning fibrous sponges
2.1 Sol-controlled self-assembly
2.2 Humidity induced phase separation
2.3 Air-assisted electrospinning
2.4 Near-field electrospinning/3D printing
2.5 Template-assisted collection
3 Application of direct electrospinning fibrous sponges
3.1 Tissue engineering
3.2 Sound absorption and noise reduction
3.3 Fire protection and heat insulation
3.4 Filtration and separation
3.5 Sensors
4 Conclusion and outlook
Song Yilong , Zhao Shuang , Li Kunfeng , Fei Zhifang , Chen Guobing , Yang Zichun . Preparation and Application of Direct Electrospun Fibrous Sponges[J]. Progress in Chemistry, 2023 , 35(11) : 1686 -1700 . DOI: 10.7536/PC230411
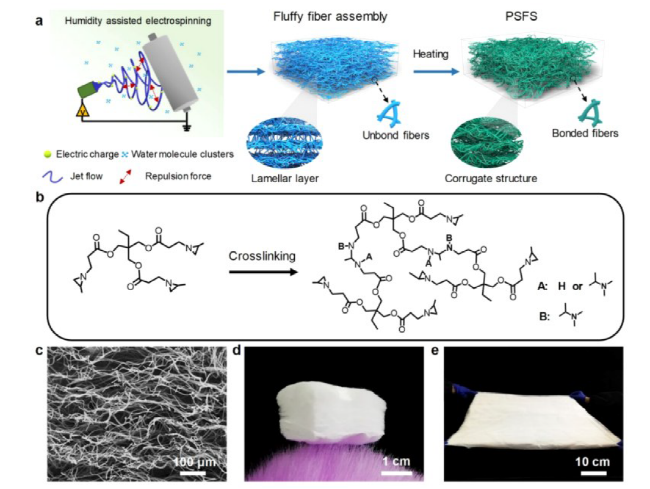
图2 (a) PS纤维海绵制备示意图;(b)交联处理过程中三甲基丙烯三(2甲基-1-丙酸氮吡啶)(TTMA)的化学反应;(c)层状波纹微结构的SEM;(d,e) PS纤维海绵立在羽毛的尖端以及PS纤维海绵的大尺寸照片[36]Fig.2 (a) Schematic illustration for the fabrication of PSFS. (b) The chemical reaction of TTMA during the crosslink treatment process (c) SEM of the lamellar corrugated microstructure. (d,e) Photographs showing that the ultralight PSFS could stand on the tip of a feather and the large scale of PSFS[36]. Copyright 2019, American Chemical Society |
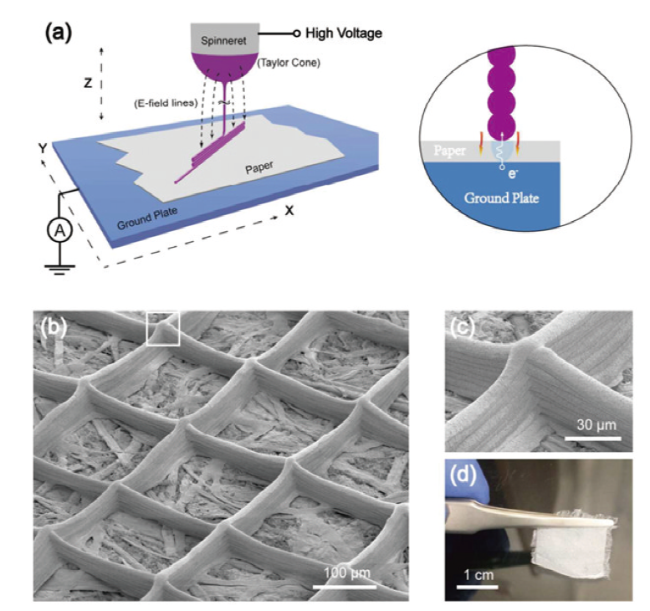
图4 (a)3D静电纺丝过程的示意图和堆叠纤维的特写示意图;(b)在纸基材上构建的10层3D网格结构的SEM图像;(c)网格交叉区域的SEM图像;(d)整个样品的光学照片[52]Fig.4 (a) Schematic setup of the 3D electrospinning process and a close-up schematic of stacked fibers. (b) SEM image of a 10-layer 3D grid structure on paper substrate. (c) SEM image showing the cross-over area of the grid. (d) An optical photo showing a whole grid structure[52]. Copyright 2015, American Chemical Society |
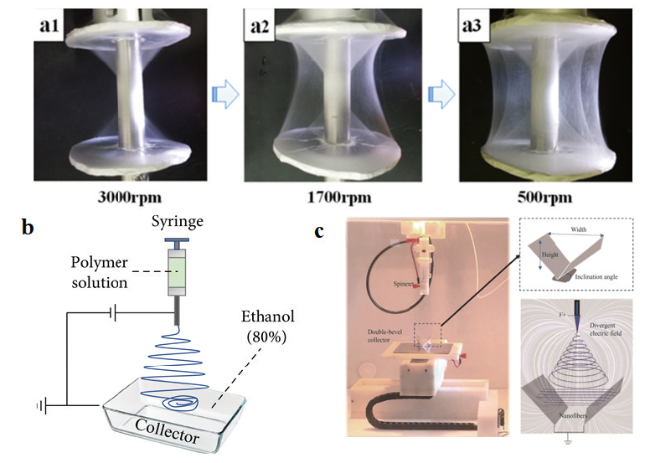
图5 (a)“哑铃”收集器上的3D纳米纤维宏观结构[61]; (b)液体收集器制备3D纳米纤维结构示意图[67]; (c) 发散静电纺丝装置[62]Fig.5 (a) Three dimension nanofibrous macrostructures on “dumbbell” collector[61]. (b) The schematic set-up for the production of 3D nanofibrous structures (bulk and aligned) using liquid vortex[67]. (c) Configuration of divergence electrospinning[62]. Copyright 2021, Springer Berlin Heidelberg |
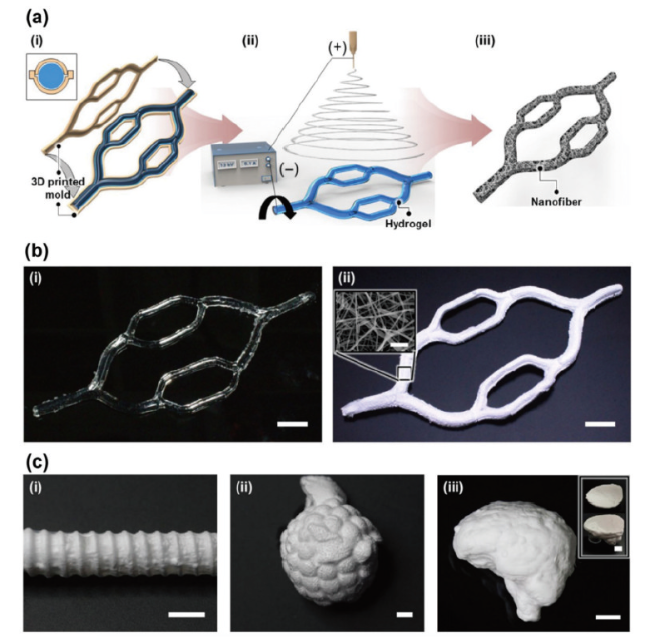
图6 (a)水凝胶辅助静电纺丝(GelES)在成型和静电纺丝两个过程的示意图;(b)多分叉三维明胶圆柱形结构和三维PCL纳米纤维宏观结构照片;(c) GelES制造的各种复杂的三维宏观结构的照片,包括波纹管状宏观结构(c-i)、微型化人类肺泡状宏观结构(c-ii)、类脑壳宏观结构(c-iii)[83]Fig.6 (a) Schematic diagram of hydrogel-assisted electrospinning (GelES) with the two sequential processes of molding and electrospinning; (b) photographs of the multi-bifurcated 3D gelatin cylindrical structure and the 3D PCL nanofiber macrostructure; and (c) photographs of various complex 3D macroscopic configurations fabricated by GelES including the bellow-shaped tubular macrostructure, miniaturized human alveoli-like macrostructure, and brain-like shell macrostructure. Copyright 2020, American Chemical Society |
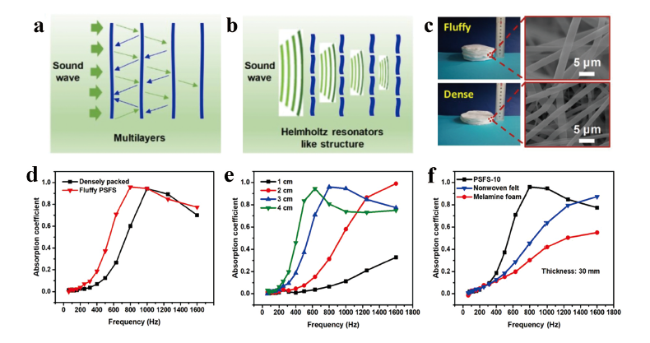
图7 (a) 声能经梯度结构纤维海绵(PSFS)多层反射而耗散;(b) 类亥姆霍兹谐振器结构消耗能量;(c) 致密纤维和蓬松PSFS-10的宏观和微观结构比较;(d)等重量的PSFS和密堆积纤维的吸声性能比较;(e)不同厚度的PSFS的吸声性能;(f)商业吸声材料和PSFS的吸声性能的比较[36]Fig.7 (a) Energy of sound is consumed by reflections multilayer in gradient structure fibrous sponge (PSFS). (b) Energy consumed by Helmholtz resonators like structure. (c) Comparison of the macro and microstructure for dense-packed fibers and fluffy PSFS-10. (d) Sound absorption performance of PSFS and dense packed fibers in a similar weight. (e) Sound absorption performance of PSFS with various thicknesses. (f) Comparison of the sound absorption performance for the commercial sound absorption materials and the prepared PSFS[36]. Copyright 2019, American Chemical Society |
表1 耐火隔热纤维海绵的性能对比Table 1 Performance comparison of electrospun fiber sponges applied in the field of fire resistance and thermal insulation |
| Material | Preparation method | Working temperature (℃) | Thermal conductivity(mW·m-1·K-1) | Mechanical property | Applications | ref |
|---|---|---|---|---|---|---|
| PSU/PU | Humidity induced phase separation | / | 27.08 | Elongation at break is 160% | Insulation and flame retardant in cold environment | 35 |
| Mullite | Sol-controlled self-assembly | -196~1300 | 22.8 | The tensile strain is 100% | Thermal protection system of aircraft | 29 |
| ZrO2-TiO2 | Sol-controlled self-assembly | -196~1200 | 27 | / | Insulation at high temperatures | 87 |
| PMMA/PU | Humidity induced phase separation | / | 25.28 | The tensile stress is 159.02 kPa | Thermal insulation material | 13 |
| PSU/PU | Humidity induced phase separation | -196~ | 25.8 | The tensile stress is 1 MPa | Heat preservation in cold environment | 37 |
| PPSU/PU/PAI | Humidity induced phase separation | / | 24.6 | ~0% plastic deformation after 100 compressions tests at a large compressive strain of 50% | Heat preservation in cold environment | 32 |
| PSU/ZrC | Humidity induced phase separation | -100~100 | 25.2 | The material could withstand over 10 000 times its weight | Thermal insulation and photothermal conversion in cold environment | 40 |
| ZrO2 | Air-assisted electrospinning | ~1300 | 26(25℃) | Poisson’s ratio and thermal expansion coefficient are almost 0 | Thermal insulation at extreme high temperatures | 49 |
| 104(1000℃) | ||||||
| ZrO2-Al2O3 | Stack layer by layer | ~1300 | 32.2 | High compression strength of more than 1100 kPa (at a strain of 90%) | Thermal insulation at extreme high temperatures | 86 |
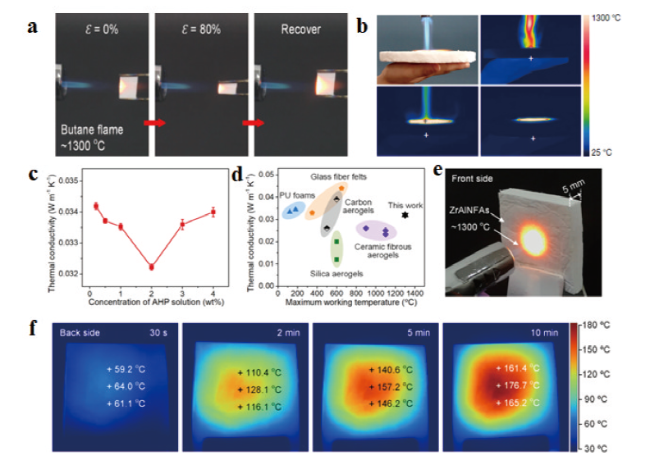
图8 ZrO2-Al2O3纳米纤维气凝胶(ZrAlNFAs)的隔热性能。(a) ZrAlNFAs的热导率; (b)室温下的热导率与气凝胶类材料的最高工作温度的关系; (c)正面经受丁烷喷灯火焰的光学照片;(d) 10 min加热过程中背面的红外图像; (e)背面中心点随时间变化的温度曲线; (f)经过10 min的耐火测试后ZrAlNFA正面和横截面的光学照片和电镜照片[87]Fig.8 Thermal insulation properties of the ZrAlNFAs. (a) Thermal conductivities of the ZrAlNFAs. (b) Thermal conductivity at room temperature versus maximum working temperature for aerogel-like materials. (c) Optical photograph of the front side subjected to a butane blowtorch flame. (d) Infrared images of the back side during the 10 min heating process. (e) Time-dependent temperature profile of the center point on the back side. (f) Optical photograph and SEM image of front side and cross section of the ZrAlNFAs after a 10 min fire resistance test[87]. Copyright 2020, American Chemical Society |
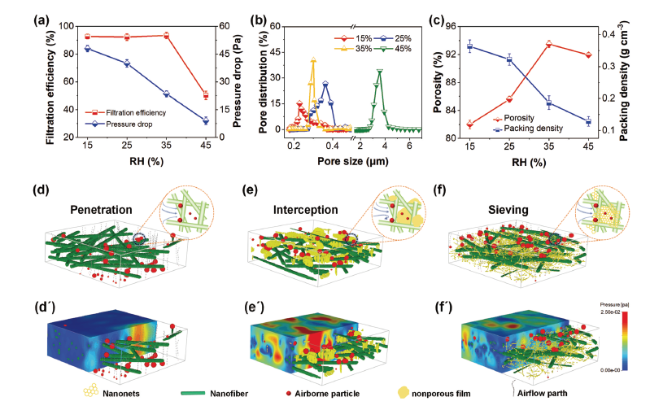
图9 双网络结构纤维海绵。(a)使用PM0.3颗粒物且气流速度为5.33 cm·s-1时的过滤效率和压降; (b) 孔径分布; (c)在不同RH下制备的双网络结构PAN纳米纤维网络的孔隙率和填充密度; (d~f) PAN纳米纤维过滤器在有无空隙下捕获空气中颗粒的过程示意图;(d'~f')气流在5.33 cm·s-1的面速度下通过这三个过滤器时的压力场模型[42]Fig.9 Dual-Network structured fibrous sponges. (a) The filtration efficiency and pressure drop when PM 0.3 particles are used and the airflow velocity is 5.33 cm·s-1. (b) Pore size distribution. (c) The porosity and filling density of PAN nanofiber networks with dual network structure prepared at different RH. (d~f) The process diagram of PAN nanofiber filter capturing particles in the air with or without voids. (d' ~f') The pressure field model of airflow passing through these three filters at a surface velocity of 5.33 cm · s-1 [42]. Copyright 2019, Wiley-VCH Verlag |
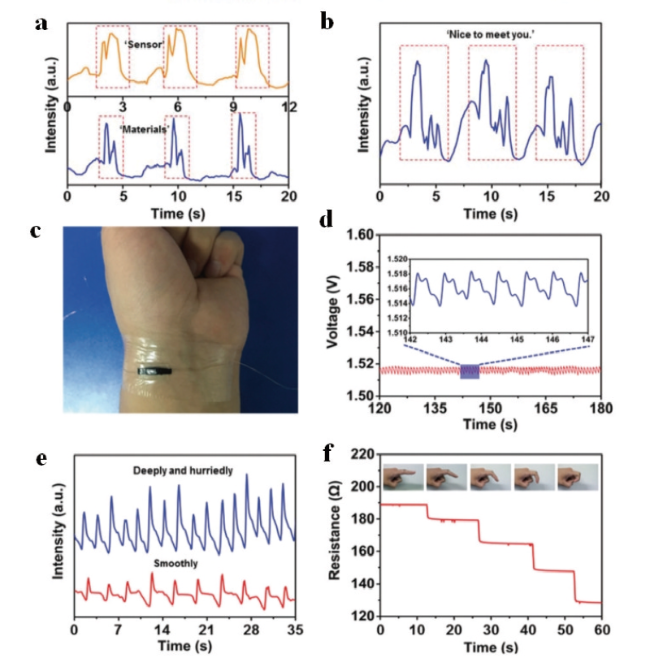
图10 由CNFNs组装而成的可穿戴设备。(a、b)发音期间的实时阻抗响应;(c)固定在手腕上测量脉搏的CNFN传感器的照片;(d)具有清晰波形的脉冲信号,指示每分钟76次搏动;(e)分别由平稳呼吸和急促呼吸的空气运动引起的呼吸信号;(f)附着在手指关节上的CNFN传感器对不同弯曲程度的电阻响应[26]Fig.10 Wearable device assembled from CNFNs for various physiological signal monitoring. (a and b) Real-time resistance response during pronouncing. (c) Photograph of the CNFN sensor fixed on the wrist to measure the pulse. (d) Pulse signal with clear waveforms, indicating 76 beats per min. (e) Respiratory signal caused by air movements for breathing smoothly and hurriedly, respectively. (f) Resistance responses of the CNFN sensor attached to the finger joint for different degrees of bending[26]. Copyright 2019, Royal Society of Chemistry |
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
( 成悦, 安琪, 李大伟, 付译鋆, 张伟, 张瑜. 纺织学报, 2021, 42(03):71.)
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|
| [51] |
|
| [52] |
|
| [53] |
|
| [54] |
|
| [55] |
|
| [56] |
|
| [57] |
|
| [58] |
|
| [59] |
|
| [60] |
|
| [61] |
|
| [62] |
|
| [63] |
|
| [64] |
|
| [65] |
|
| [66] |
|
| [67] |
|
| [68] |
|
| [69] |
|
| [70] |
|
| [71] |
|
| [72] |
|
| [73] |
|
| [74] |
|
| [75] |
|
| [76] |
|
| [77] |
|
| [78] |
|
| [79] |
|
| [80] |
|
| [81] |
|
| [82] |
|
| [83] |
|
| [84] |
( 邹亚玲, 石琳, 周颖, 姚理荣. 产业用纺织品, 2014, 32(9): 22.)
|
| [85] |
|
| [86] |
|
| [87] |
|
| [88] |
|
| [89] |
|
| [90] |
|
| [91] |
|
| [92] |
|
| [93] |
|
| [94] |
|
| [95] |
|
| [96] |
( 刘帅卓, 张颖, 范雷倚, 张骞, 周莹. 材料导报, 2020, 034(017): 17099.)
|
| [97] |
|
| [98] |
|
| [99] |
|
| [100] |
|
| [101] |
|
| [102] |
|
| [103] |
( 杨海贞, 马闯, 魏肃桀, 周泽林, 田征坤. 现代纺织技术, 2023, 31(2): 256.)
|
| [104] |
|
| [105] |
|
| [106] |
|
| [107] |
|
| [108] |
|
| [109] |
|
| [110] |
|
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}